

Електроабразивна обробка
Електроабразивна обробка є різновидом анодно-механічного методу, при якій функції інструменту і катода виконує електропровідний абразивний круг, зазор між кругом і оброблюваною деталлю підтримується
виступаючими зернами абразиву (Рис. 6).
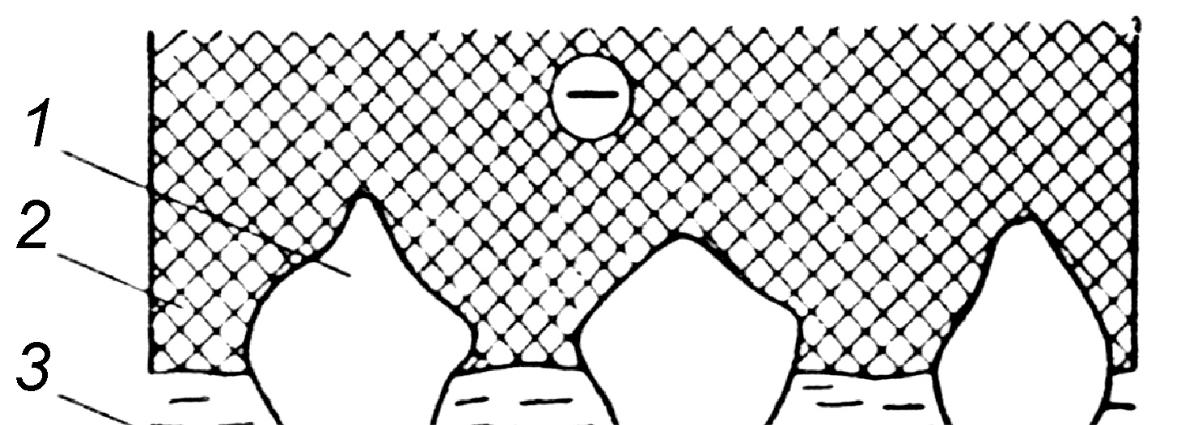
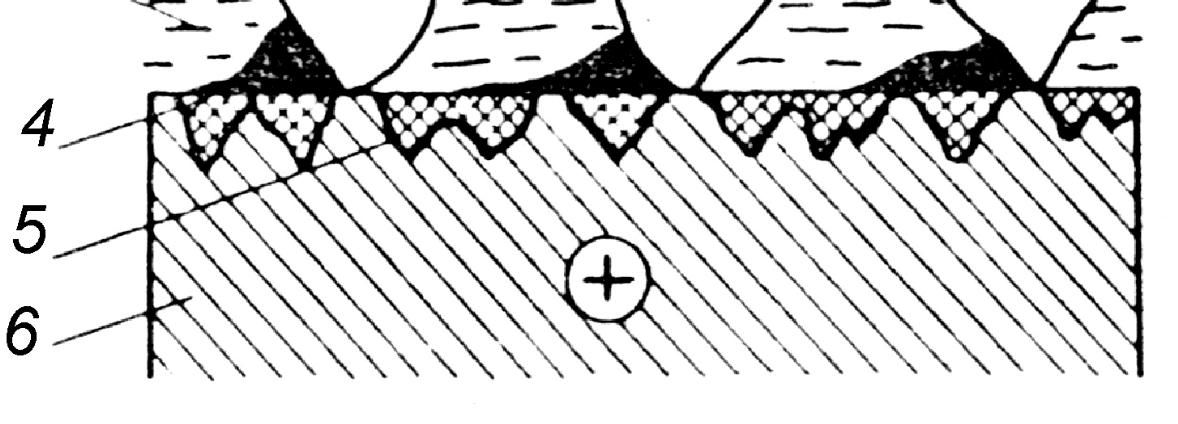
Рис.6. Схема процесу електроабразивної обробки.
Абразивні зерна 1 створюють зазор між електропровідною зв'язуючою компонентою круга 2 і оброблюваною деталлю 6. Зазор заповнюється електролітом 3, і в ньому відбувається процес анодного розчинення
оброблюваної поверхні. Продукти розчинення 4 (анодна плівка) видаляються з поверхні виробу абразивними зернами круга, який обертається, одночасно подаючи свіжий електроліт в зазор. Частково ці продукти заповнюють западини 5.З часом вершини абразивних зерен зношуються і зазор між оброблюваною деталлю і електропровідною зв'язкою круга зменшується.Тонкий шар електроліту пробивається і виникає розряд, який
приводить до вигорання зв'язки, що сприяє відновленню попередньої величини зазору. Принципова схема електроабразивної обробки показана на Рис. 7.
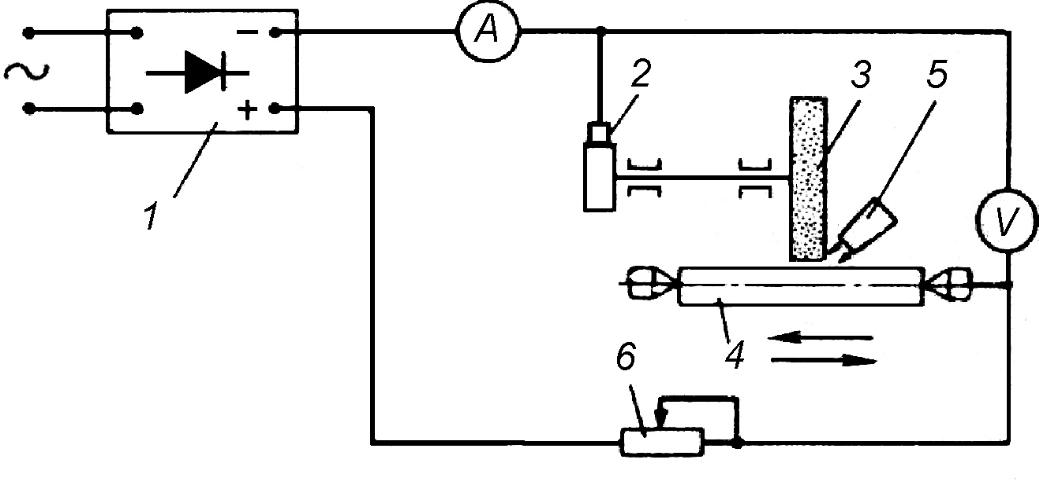
Рис. 7. Принципова схема електроабразивної обробки
Електропровідний абразивний круг 3 за допомогою ковзаючого контакту 2 сполучений з негативним полюсом джерела постійного струму 1. Оброблювана деталь 4 через реостат 6, що дозволяє регулювати силу струму
в ланцюзі, з'єднується з позитивним полюсом. У зону обробки подається електроліт 5. Електроабразивний круг обертається із швидкістю 20 – 30 м/с, шпиндельна головка або оброблювана деталь здійснюють зворотно-поступальний рух.Напруга постійного струму регулюється потенціометром. Амперметр і
вольтметр дозволяють контролювати електричні режими обробки.Електроабразивна обробка твердих сплавів забезпечує отримання чистоти поверхні до 11 – 12-го класу. Продуктивність обробки досягає 20 –35мм3/см2
твердого сплаву за хвилину. Обробка твердих сплавів електропровідними абразивами проходить без нагрівання їх поверхні, завдяки чому забезпечується повна відсутність сітки мікротріщин.Електроабразивна обробка проводиться по різних технологічних варіантах, які відрізняються між собою характером икористовуваного абразиву, способом його закріплення в диску, складом електроліту. Розрізняють обробку зв'язаним абразивом (абразивно-металевими кругами і т.п.) і вільним абразивом (суспензією абразивного порошку в електроліті).Електрохімікомеханічна обробкаПри електрохімікомеханічній обробці продукти анодного розчинення видаляються із зони обробки механічним шляхом за допомогою абразиву і виносяться потоком електроліту. Існує багато різноманітних і інколи суперечливих назв методів, які входять до даної групи: електроабразивна, анодно-абразивна, електродіамантова обробка, електрохімічне шліфування,
електроабразивне шліфування, електродіамантове шліфування, діамантово-електролітична обробка і так далі. У всіх цих методах абразив у вільному або зв'язаному стані бере участь в процесі видалення пасивуючої плівки. Тому доцільно електромеханічну обробку класифікувати відповідно до тих умов, в яких знаходиться абразив при обробці матеріалу. Обробка може бути:
а) абразивонесучим інструментом;
б) з абразивонесучим електролітом;
в) нейтральним інструментом.
Електрохімікомеханічну обробку можна застосовувати для виконання операцій шліфування, полірування, хонінгування деталей з важкооброблюваних матеріалів, заточування металоріжучого інструменту і т.п.
Обробку з абразивонесучим електролітом ще інакше називають анодно-абразивною. В основі цього методу лежить процес анодного розчинення металу з одночасною дією гранул незв'язаного абразиву на оброблювану поверхню. Цю обробку застосовують для очищення поверхонь виробів з складним гідродинамічним профілем, відлитих в земляні форми.Відомо три типи електрохімікомеханічної обробки нейтральним інструментом:
1) шліфування;
2) хонінгування;
3) полірування.
Цю обробку застосовують для чистової і обробної обробки циліндричних, конічних, і плоских поверхонь. Процес обробки відрізняється від електрохімікомеханічної обробки абразивонесучим інструментом тим, що
електрод-інструмент електрично нейтральний.У якості інструменту застосовують абразивний круг або абразивний брусок. Схема обробки циліндричної поверхні електронейтральним інструментом - кругом 1 показана на Рис. 8.а, а інструментом - бруском 4 –на Рис. 8.б. При цьому на заготівку 2 подається позитивний потенціал, а до спеціального сопла 3, через яке поступає електроліт, негативний потенціал.
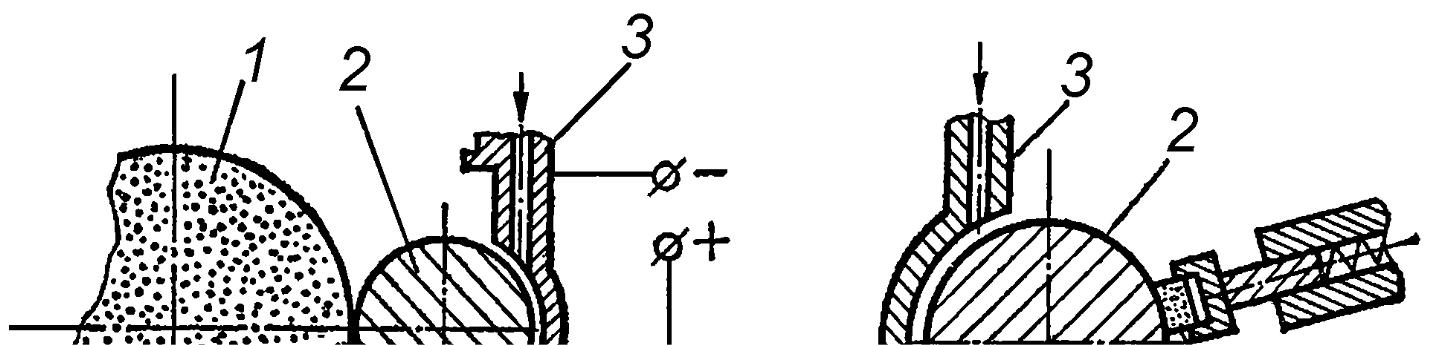

Рис. 8. Схема обробки електронейтральним інструментом.
У якості електроліту застосовують водні розчини бури, азотно-кислого калію або натрію. Для обробки деталей з твердих сплавів використовують рідке скло.Шліфування електронейтральним інструментом можна виконувати на звичайних шліфувальних верстатах, модернізувавши їх для електрохімікомеханічної обробки.
Особливості електроабразивної обробки1. Порівняно невисока продуктивність обробки (10 – 20 мм3/хв), сумірна з продуктивністю звичайного діамантового шліфування;
2. Висока чистота обробленої поверхні, що досягає 12-го класу;
3. Значний відносний знос круга, що знаходиться в межах 10 – 5% від об'єму
знятого матеріалу;
4. Закруглення гострих кромок на деталях за рахунок електрохімічного підтравлювання; радіус кромок може досягати 0,1мм;
5. Низька густина струму на оброблюваній поверхні і відсутність металевих контактів унеможливлює припали і перегрів;
6. Робота на низькій напрузі з практично неагресивними електролітами;
7. Застосування струмопровідних кругів, що містять абразив.Висока чистота обробленої поверхні є головною умовою, що визначає сферу застосування електроабразивного методу. Його можна
використовувати як доводочний при виготовленні точних твердосплавних
деталей; як метод, що дозволяє здійснювати шліфування твердого сплаву за
відсутності діамантового інструменту. Оскільки технологічні параметри при
електроабразивній обробці в порівнянні з електродіамантовою значно нижчі,
застосування останньої в більшості випадків доцільніша.