

Не 1.8 Анодно – механічна обробка металів.
Анодно-механічна обробка об'єднує два різні процеси дії на метал, один з яких являється поєднанням електрохімічного розчинення з механічним видаленням продуктів розчинення (так звана «чистова» анодно-
механічна, електро-абразивна, електроалмазна обробка і т.п.), а інший –поєднанням електроерозійного руйнування з механічним видаленням продуктів руйнування і механічною генерацією імпульсів струму, які чинять теплову дію на метал («чорнова» анодно-механічна обробка).По прийомах проведення, устаткуванню і умовам протікання ці процеси близькі і можуть переходити з одного в іншій тільки за рахунок зміни режимів.
Принципово анодно-механічний метод може замінити майже всі операції обробки металів різанням. Проте практично застосовувати йогодоцільно лише в тих випадках, коли обробити різанням метали і сплави з
високими показниками механічних властивостей важко або неможливо.
Сутність методу.Принципова схема анодно-механічної обробки показана на Рис. 1.
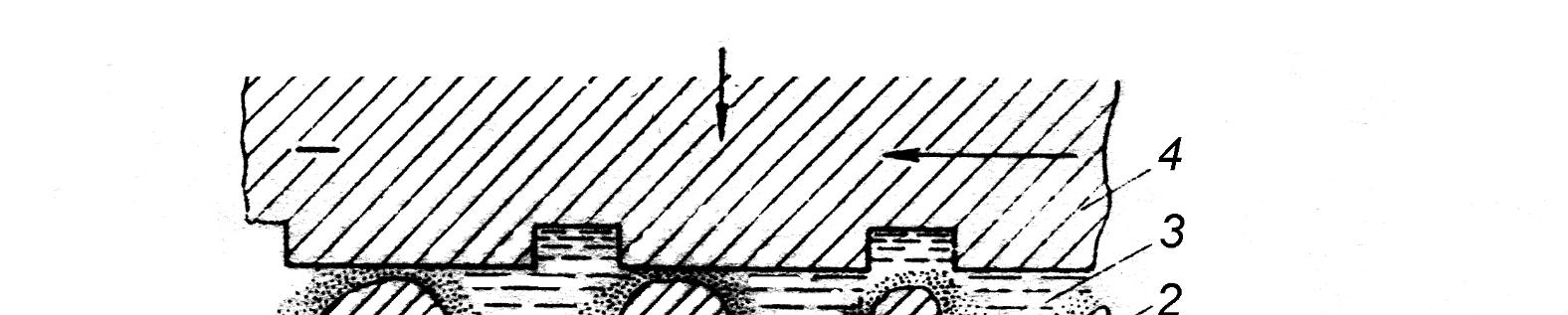
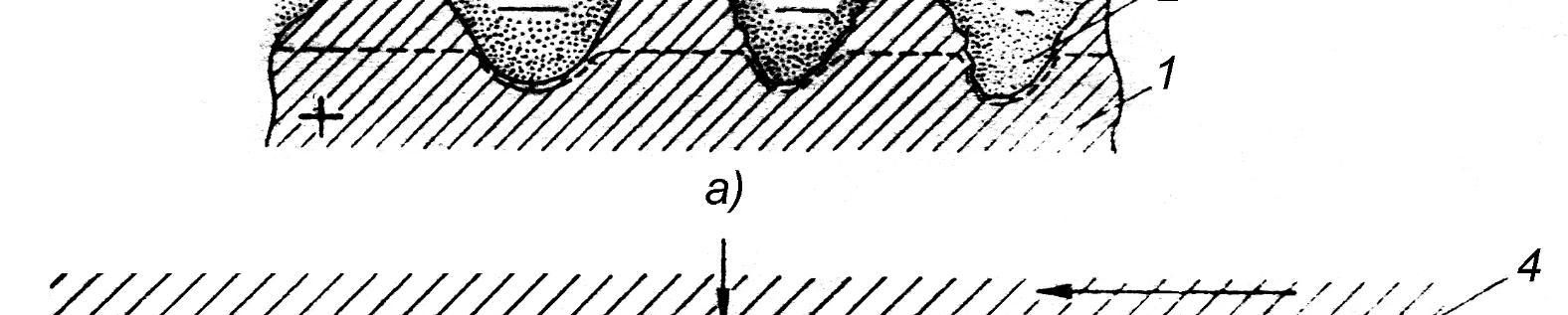
При зближенні майже до зіткнення електродів 1 і 4 (1 – оброблюваний виріб, 4 –інструмент) і наявності між ними електроліту 3 під час проходження струму відбувається руйнування електроду, сполученого з позитивним полюсом джерела струму (анода). Це руйнування обумовлюється при низькій щільності струму анодним розчиненням металу (Рис. 3.1, а) і переходом його в іонний стан (у вигляді солей, гідроокисів і т.п.), а при високій щільності –електроерозійним руйнуванням металу (мал. 3.1, б).Рис.1. Принципова схема анодно-механічної обробки.а – анодне розчинення, б – те ж і імпульсне оплавлення.Якщо електроди нерухомі, процес швидко сповільнюється, оскільки продукти, що утворюються 2, погано проводять струм і ізолюють один
електрод від іншого. Якщо ж, прикладаючи невеликі механічні зусилля видаляти продукти, що утворюються, рухом електроду-інструменту 4, то процес протікає неперервно. Метал, що оголюється, продовжує руйнуватися і необхідна обробка здійснюється незалежно від його твердості.При невисокій щільності струму метал видаляється тільки за рахунок електрохімічного розчинення і механічного видалення продуктів реакції. При високій щільності струму помітну роль грає електроерозійне руйнування теплом, яке виділяється при електричних розрядах, що виникають між окремими точками поверхні катода-інструменту і оброблюваного матеріалу.Обов'язковими умовами проходження процесу є присутність електроліту між оброблюваною деталлю і інструментом і висока швидкість їх відносного переміщення. Інструменту надається головний робочий рух відносно деталі і рух подачі. Останній здійснюється так, щоб зазор між інструментом і деталлю був заповнений тонким шаром електроліту, який запобігає безпосередньому контакту між інструментом і деталлю, не дивлячись на наявність тиску інструменту на деталь.Особливості анодно-механічної обробки
Переваги:1. Висока продуктивність на жорстких («грубих»), режимах, що досягає 2000 – 6000 мм кубічні за хвилину
при чистоті поверхні 3 – 4 класу, і висока чистота поверхні на м'яких режимах, що досягає 10 – 11 класу при невеликій продуктивності 1–2 мм 3/хв.;
2. Малий відносний знос електрод - інструменту, що зазвичай не перевищує 20 – 30% на грубих і 2 – 3% на чистових режимах;
3. Можливість обробки металевих і металокерамічних матеріалів будь-якої твердості;
4. Знижена кількість відходів в порівнянні з механічним різанням і дрібнодисперсни характер відходів (легкість їх утилізації);
5. Можливість широкого регулювання режимів від чорнового до чистового без припинення обробки, не знімаючи деталі з верстата (на одній установці (станку));
6. Низький питомий тиск інструменту на оброблювану заготівку;
Недоліки:
1. Необхідність взаємного відносного переміщення інструменту і оброблюваної деталі, що обмежує область технологічного використання методу головним чином процесами різки і шліфування;
2. Застосування в якості робочого середовища рідкого скла ускладнює єксплуатацію анодно - механічного устаткування (бризки легко засихають).
3. Складність в експлуатації і відносно висока вартість обладнання..Закономірності процесу(електричні та механічні параметри).