Применение виброщитов (поверхностная машина).
Вибротрамбование.
Вакуумирование совместно с вибрацией – способствует уничтожению замкнутых пор.
Гидропрессование.
Изделие можно получить довольно сложной конфигурации.
Пневмонабрызг (торкетирование).
Песчаный бетон подается с помощью форсунки сжатым воздухом.
Выдавливание.
Объемное формование – сразу формуются сложные узлы. Самый современный.
|
|
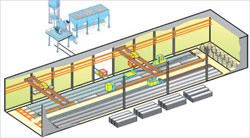
Технологическая линия для безопалубочного формования изделий из преднапряженного железобетона (пустотных плит, балок, ригелей, свай, столбов опор ЛЭП и т.д.) |
Известны
три метода непрерывного безопалубочного
формования: виброформование, экструзия
и трамбование. Виброформование имеет
три существенных преимущества:
1 По сравнению с агрегатно-поточной технологией, непрерывное виброформование даёт снижение себестоимости продукции на 20 – 30 % при значительно более высоком качестве изделий и возможности выпускать плиты любой длины, до 50 см высоты, а также широкую номенклатуру других изделий. Снижение себестоимости достигается тем, что не нужен пар, линию обслуживают 6 – 8 человек, в несколько раз снижена металлоёмкость изделий. Технологические линии для вибропрессования железобетонных плит поставляются в сочетании с современным бетоносмесительным оборудованием. Потребность в жесткой ( «Т»=100 с) смеси до 15 кубометров в час. Особенно эффективно использование предлагаемой технологической линии в составе домостроительного комплекса, включающего также оборудование для производства мелкоштучных стеновых изделий методом объемного вибропрессования. Каркасные дома, строящиеся из изделий такого домостроительного комплекса, вне конкуренции по материалоемкости, себестоимости квадратного метра жилья и эксплуатационным расходам. Они отвечают технико-экономическим и эстетическим критериям ХХI века. |
 .
возможность
производить не только изделия,
занимающие всю формовочную дорожку
(плиты пустотного настила, ребристые
плиты, дорожные плиты и т.п.), но и
разделенные изделия (балки, сваи
перемычки, столбы электропередач и
др.);
2.
не
столь высокие требования к качеству
инертных заполнителей и цемента;
3.
высокая
надежность при минимальных
эксплуатационных расходах благодаря
отсутствию трущихся частей, требующих
замены.
Суть технологии в том,
что изделия армированы предварительно
напряжённой проволокой ВР-2 (D=5 мм),
формуются на подогреваемом металлическом
полу и затем разрезаются алмазным
диском. Современные вибропрессующие
формующие машины дают возможность
производить плиты пустотного настила
и другие изделия высотой до 500мм,
длиной до 16м. Новейшее оборудование
такого производства обеспечивает
формовку плит шириной 1.2 м или 1.5 м.
.
возможность
производить не только изделия,
занимающие всю формовочную дорожку
(плиты пустотного настила, ребристые
плиты, дорожные плиты и т.п.), но и
разделенные изделия (балки, сваи
перемычки, столбы электропередач и
др.);
2.
не
столь высокие требования к качеству
инертных заполнителей и цемента;
3.
высокая
надежность при минимальных
эксплуатационных расходах благодаря
отсутствию трущихся частей, требующих
замены.
Суть технологии в том,
что изделия армированы предварительно
напряжённой проволокой ВР-2 (D=5 мм),
формуются на подогреваемом металлическом
полу и затем разрезаются алмазным
диском. Современные вибропрессующие
формующие машины дают возможность
производить плиты пустотного настила
и другие изделия высотой до 500мм,
длиной до 16м. Новейшее оборудование
такого производства обеспечивает
формовку плит шириной 1.2 м или 1.5 м.
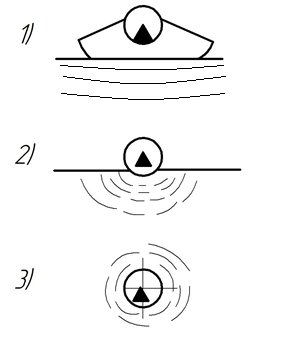
Распространение упругих колебаний в среде.
Эффективность уплотнения бетонной смеси зависит от размера амплитуды источника колебаний . Распространение упругих колебаний в бетонной среде происходит с уменьшением амплитуд ввиду затухания (поглощение) колебаний в среде. Интенсивность затухания зависит от типа источника и расстояния от источника.
Три типа источников колебаний.
Источник излучающий плоскую волну;
- цилиндрическую волну;
- сферическую волну.