

Разборка звеньев путевой решетки на производственной базе.
До начала 1960-х годов разборку путевой решетки вели вручную.
При разборке звеньев с деревянными шпалами вручную старые звенья выгружали путеразборочным краном на путь разборки в штабеля по три-четыре звена, что обеспечивало наиболее удобное и безопасное производство работ. Группа монтеров пути на верхнем звене выдергивала костыли, прикрепляющие рельсы к деревянным шпалам. Расшитые рельсы краном грузили на подвижной состав для отправки на ПЧ и рельсосварочные предприятия или укладывали в штабеля. Шпалы и скрепления сортировали и также укладывали в штабеля. Затем годные для ремонта шпалы отправляли в шпалоремонтную мастерскую.
Сначала разбирали верхнее звено, а затем последовательно все остальные звенья.
Путевую решетку с железобетонными шпалами раскладывали по фронту работ в два яруса. С помощью гайковертов разболчи-вали и снимали клеммиые и закладные болты со сборкой их в контейнеры. Козловыми кранами убирали рельсы, затем подкладки с прокладками, а освободившиеся шпалы козловыми кранами укладывали в штабеля.
Для механизации одного из самых трудоемких процессов — разборки старогодной путевой решетки — были созданы специализированные поточные машины:
звеноразборочная линия ПТКБ ХабИИЖТа, звеноразборочная линия ЗРС ПТКБ ХабИИЖТа для разборки звеньев с деревянными шпалами и звеноразборочная линия ЗРР-75 конструкции ПМС-75 для разборки звеньев с железобетонными шпалами.
Звеноразборочная линия ПТКБ ХабИИЖТа представляет собой смонтированную на четырехосных железнодорожных платформах полуавтоматическую линию для разборки рельсовых звеньев с деревянными шпалами и костыльным скреплением, работающую в следующей последовательности (рис. 5.24).
Пакеты старогодных звеньев (6-8 звеньев в зависимости от типа рельсов) с роликовых платформ путеразборочного поезда лебедкой 10 перетягиваются таким образом, чтобы передний пакет целиком разместился па двух платформах приемника пакетов 9. На каждой платформе приемника пакетов установлены по две грузоподъемные лебедки 8. У грузового барабана каждой лебедки два троса, которые при помощи обводных блоков огибают раму платформы и роликовыми захватами, закрепленными на их концах, захватывают верхнее звено за головки рельсов.
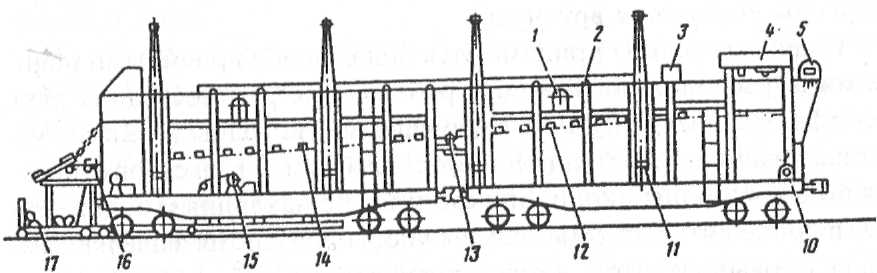
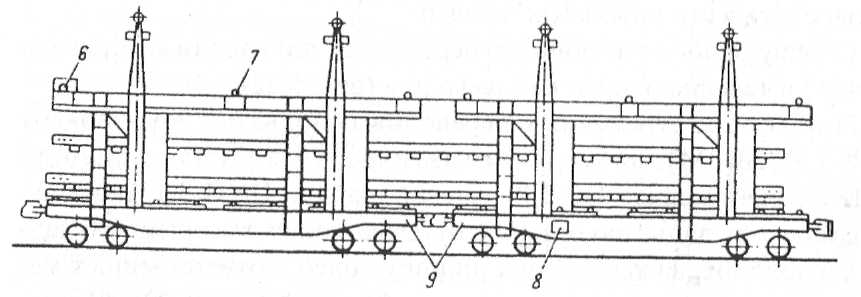
Рис. 5.24. Звеноразборочная линия ПТКБ ХабИИЖТа
1,8,10, 15 — лебедки; 2,7 — приемные ролики; 3 — устройство для снятия пружинных противоугонов; 4 — агрегат расшивки; 5 — щетка для очистки звеньев от балласта; 6 — механизм передвижения звена; 9 — приемник пакетов; 11 — наклонная аппарель; 12, 14 — шпальные контейнеры; 13 — отсоединитель шпал; 16 — делитель шпал; 17— шпальная тележка
Звено длиной 25 м захватывается в восьми точках, поднимается на уровень расшивки и вводится в приемные ролики 7. Удерживаемое под головки рельсов подъемными и приемными роликами звено механизмом б продвигается к агрегату расшивки 4. Освобожденные роликовые захваты опускаются и замыкаются на головках рельсов следующего звена.
Нижнее звено каждого пакета переворачивается в приемнике пакетов цепными захватами, подвешенными к роликовым захватам. При расшивке звеньев длиной 12,5 м такие операции выполняются только на одной платформе приемника пакетов. На входе звена в агрегат расшивки установлена вращающаяся щетка 5 с тросовым ворсом, очищающая расшиваемое звено от остатков балласта.
В агрегате расшивки 4 звено разбирается на составляющие его элементы (рельсы, шпалы, подкладки и костыли). Процесс расшивки включает в себя следующие операции: перемещение звена, поджатие шпалы, захват подкладок, отжатие шпалы, сбрасывание шпалы на конвейер, а подкладок с костылями — в бункера.
На выходе рельсов из агрегата расшивки установлено устройство 3 для снятия пружинных противоугонов. Клиновые проти-воугоиы снимаются вручную.
Расшитые рельсы принимаются под головки приемными роликами 2, расположенными на верхнем поясе рам последних двух платформ по всему пути их перемещения. На головки рельсов устанавливаются захваты; при помощи лебедок 1 рельсы опускаются по обе стороны линии; они скользят по наклонным аппарелям 11, в конце которых установлены упоры для снятия защелки замка рельсовых захватов — опущенный рельс освобождается от захватов автоматически.
Наклонные аппарели 11 раздвигаются рычажно-винтовым механизмом, имеют 12 фиксированных положений, устанавливаемых специальным аппаратом. С обеих сторон линии укладывается штабель рельсов но 12 шт. в каждом ряду.
Шпала после отделения от рельсов попадает на первый конвейер 12 шпальной линии через шпалоприемиый узел, препятствующий ее перевороту; отсекателем 13 она передается на второй конвейер 14 и, пройдя через выравнивающее устройство, попадает на делитель 16. Оператор (визуально) делителем рассортировывает шпалы на два сорта (годные к ремонту и негодные).
Рассортированные шпалы попадают в отдельные отсеки шпальной тележки / 7. По мере заполнения отсеков тележка выдвигается из-под платформы лебедкой 15.
Звеноразборочнаялиния ЗРР-75 производительностью 600 м/смену предназначена для разборки старогодных звеньев путевой решетки сжелезобетоиными шпалами и скреплением КБ. Обслуживается линия 11 чел., включая машинистов козловых крапов.
Технология работы линии следующая (рис. 5.25).
На звеньевую тележку 2 козловыми кранами 3 укладывают звено длиной 25 м (два звена длиной 12,5 м). Лебедкой 1 звеньевая тележка со звеном перемещается в агрегат отделения шпал 4, где откручиваются гайки закладных болтов.
Далее тележка 2 передвигается в перегружатель 5 и, оставив на нем частично разобранное звено, возвращается под погрузку следующего звена.
В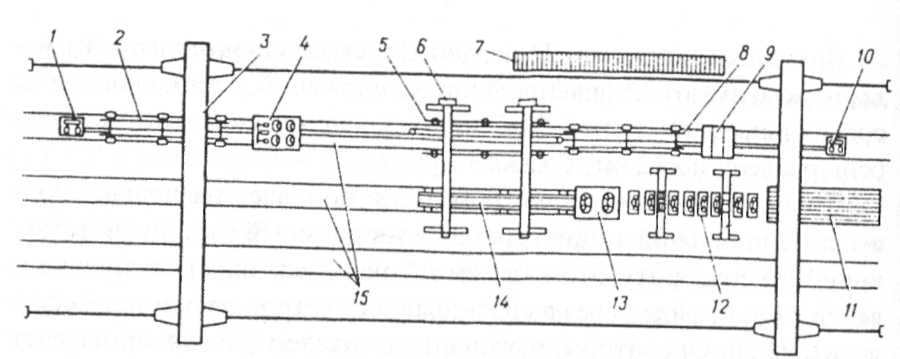 это время в перегружатель 5 лебедкой 10
подается
шпальная тележка 8,
принимающая
на себя частично разобранное звено.
Рельсоперекладчик 6
снимает
рельсы вместе с подкладками и укладывает
их на рельсовый конвейер 14,
по
которому они направляются в агрегат
отделения подкладок 13.
Подкладки
и клеммные болты ссыпают в бункера, а
рельсы продвигают в агрегат приема и
накопления 12
и
далее козловым краном убирают в штабель
11.
Шпальная
тележка направляется в агрегат
пакетирования шпал 9, откуда они пакетами
козловым краном убираются в штабель 7.
это время в перегружатель 5 лебедкой 10
подается
шпальная тележка 8,
принимающая
на себя частично разобранное звено.
Рельсоперекладчик 6
снимает
рельсы вместе с подкладками и укладывает
их на рельсовый конвейер 14,
по
которому они направляются в агрегат
отделения подкладок 13.
Подкладки
и клеммные болты ссыпают в бункера, а
рельсы продвигают в агрегат приема и
накопления 12
и
далее козловым краном убирают в штабель
11.
Шпальная
тележка направляется в агрегат
пакетирования шпал 9, откуда они пакетами
козловым краном убираются в штабель 7.
Рис. 5.25. Схема звеноразборочной линии ЗРР-75: /, 10 — лебедки; 2 — звеньевая тележка; 3 — козловой кран; 4 — агрегат отделения шпал; 5— перегружатель; 6 — рельсоперскладчик; 7 — штабель шпал; 8—шпальная тележка; 9, 12, 13 — агрегаты пакетирования шпал, приема и накопления рельсов, отделения подкладок; // — штабель рельсов; 14 — рельсовый конвейер; 15 — рельсовые пути
Закладные болты остаются в шпалах. Извлечение их из шпал — трудоемкая и пока не механизированная работа.
Применяемые на путевых производственных базах ПМС машинизированные комплексы для звепосборочно-разборочно-пе-реборочных работ представлены в табл. 5.26.