

Химические процессы
Размерное травление, применяемое для всех используемых в промышленности металлов и сплавов, заключается в удалении металла путем растворения его в травящих средах.
При сквозном травлении на поверхность листового полуфабриката, покрытого с двух сторон защитным слоем (химически стойкими лакокрасочными покрытиями), наносят по трафарету или шаблону контур заготовки (детали), прорезая защитный слой режущим инструментом. По прорезанным линиям в дальнейшем растворяется металл. После вытравливания металла по контуру раскроя детали не выпадают в ванну, а удерживаются слоем защитного покрытия, нанесенного с. обратной стороны полуфабриката.
Глубина избирательного травления при использовании освоенных промышленностью защитных покрытий до 5 ... 6 мм для алюминиевых сплавов, малолегированных конструкционных углеродистых сталей (ЗОХГСА и др.), титановых сплавов, до 1,5 мм — для магниевых сплавов и до 0,7 мм — для коррозионностойких сталей типа Х18Н9Т.
Растворителем при размерном травлении алюминиевых сплавов Д16 и В95 является подогретый до 70 ...90°С водный раствор едкого натра (NaOH) 12 ... 17 %-ной концентрации, а для остальных металлов — водные растворы различных кислот или их смесей.
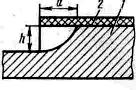
Рис.4.
Схема бокового подтравливания при размерном травлении:
1 – заготовка; 2 – пленка защитного покрытия.
Замедленность протекания процессов размерного травления (0,3 ... 2,4 мм/ч) в некоторой степени компенсируется возможностью одновременного изготовления большой группы деталей без использования сложного оборудования и оснастки.
При общем травлении металл удаляется со всей поверхности заготовки, погруженной в раствор. Извлекая с определенной скоростью заготовку из ванны, получают детали переменного (клиновидного) или ступенчатого сечения.
При местном избирательном травлении поверхности, не подлежащие травлению, покрывают химически стойкими лакокрасочными покрытиями. Металл удаляется с незащищенных поверхностей заготовки. Глубину травления проверяют по образцам, загружаемым в ванну вместе с заготовкой, которые периодически извлекаются из ванн и измеряются.
Механические свойства металлов после размерного травления практически не изменяются, эквидестантность выдерживается до 0,01 мм, шероховатость поверхности снижается на 1 ... 2 класса. Риски и забоины травлением не устраняются, а лишь сглаживаются, получая форму углублений с плавными переходами.
Величина бокового подтравливания а (рис.4.) зависит от глубины травления h и адгезии защитного покрытия. При горизонтальном расположении заготовки в ванне и высокой адгезии защитного покрытия боковое подтравливание будет минимальным и равным глубине травления. При вертикальном расположении заготовки в ванне и низкой адгезии защитного покрытия боковое подтравливание достигает 6Л. Для размещения захватов или отверстий для подвески заготовок из листовых материалов на них предусматривают припуски 20/г, а на случай подтравливания заготовок с торцов 8/г.
Детали пространственной формы из листового материала подвергают травлению обычно после формообразования.
К преимуществам размерного травления по сравнению с механической обработкой относятся возможность обработки листовых заготовок одновременно с двух сторон, получения поверхностей сложной конфигурации из труднообрабатываемых материалов и одновременной обработки большого количества заготовок. При этом возможно применение простого и дешевого оборудования.
Недостатком размерного травления является: большая длительность процесса, невозможность устранения дефектов поверхности и ухудшение исходной шероховатости поверхности.