

Определение содержания углерода в фазах и количественного соотношения фаз
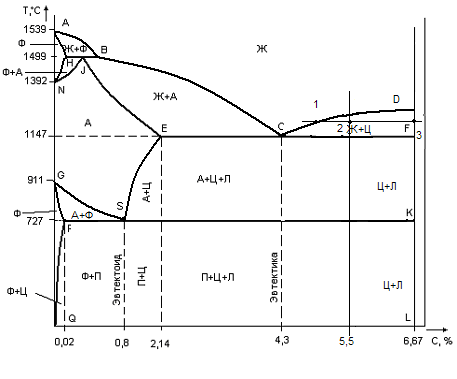
Содержания углерода в жидкой фазе и цементите:
В жидкой фазе содержание углерода определяется т.3 и примерно равно 6,67%.
Содержание углерода в цементите определяется т.1 и примерно равно 4,9%.
Количественное соотношение фаз, в %:
В жидкой фазе:(1-2/1-3)*100%=50%
В цементите: (2-3/1-3)*100%=50%
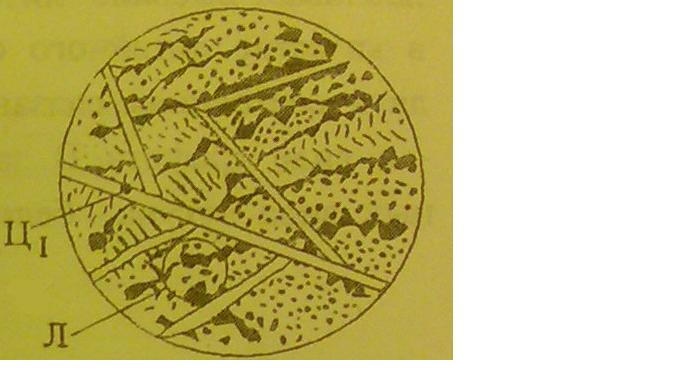
1.5 Микроструктура сплава с содержанием С = 5,5% при комнатной температуре.
Механические свойства чугуна с содержанием углерода 5,5%
Белый заэвтектический чугун. Свойства в большинстве определяются свойствами его основной фазовой составляющей – цементита. Твёрдость 450-800НВ , хрупок и практически не поддается обработке резанием. Является исходным материалом для получения ковких чугунов путём специального графитизирующего отжига.
Расшифровка марки стали 55хгр
Сталь 55ХГР – конструкционная легированная рессорно-пружинная. 0,5% углерода, 1% хрома, 1% марганца, 1% бора.
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
B |
0.52-0.6 |
0.17-0.37 |
0.9-1.2 |
до 0.25 |
до 0.035 |
до 0.035 |
0.9-1.2 |
до 0.2 |
0.001-0.003 |
Температура критических точек материала 55ХГР:
A1=750ºС A3(Acm)=790ºС Mn=260ºС
Используется для изготовления рессорной полосовой стали толщиной 3 — 24 мм.
2.2 Группа сплавов по назначению.
Рессорно-пружинная сталь.
Рессорно-пружинные стали предназначены для изготовления пружин, упругих элементов и рессор различного назначения.
Стали поступают в виде проволоки и ленты, а также горячекатаного и холоднокатаного проката или катанки, из которых изготовляют пружины. Стали для пружин (ГОСТ 14959—79) должны обладать высокими сопротивлением малым пластическим деформациям (σ0,005 , σ0,2), пределом выносливости (σ-1) и релаксационной стойкостью при достаточной пластичности и вязкости. Для получения этих свойств стали должны содержать более 0,5 % С и быть подвергнуты термической обработке — закалке и отпуску или деформационному упрочнению после патентирования.
2.3 Метод получения. Предварительная термическая обработка.
Метод получения – ковка, механическая обработка для придания точных размеров.
Предварительная термическая обработка – нормализация. Температуру нагрева выбираем Тн = 750ºС-800ºС. В результате нормализации уменьшается размер зерен и снимается внутреннее напряжение полученное в результате получения детали (ковки).
Основная термическая обработка.
Т °С
°С



 830-850
830-850


 750-800 масло
750-800 масло
воздух



 450-470
450-470
вода

нормализация закалка средний отпуск время
Основная термическая обработка – закалка и средний отпуск.
Закалка проводится для получения достаточно высокой пластичности.
При закалке деталь нагревают до температуры Тн = 830-850 ºС. В этом случае сталь с исходной структурой перлит+феррит при нагреве приобретает аустенитную структуру (П + Ф → А) и растворение в аустените цементита и легирующих элементов, в следствии чего увеличивается время выдержки – это влечёт за собой рост аустенитного зерна. Время нагрева рассчитываем из соотношения 2,5мин на мм: ≈40мин.
После этого деталь охлаждают в масле, при охлаждении аустенит превращается в мартенсит закалки (А → М). В результате закалки повышается прочность, износостойкость и твёрдость детали, но повышается хрупкость.
После закалки для уменьшения хрупкости и снятия внутренних напряжений проводим средний отпуск при 450-470 °С. Такой отпуск обеспечивает наиболее высокие пределы упругости и выносливости и релаксационную стойкость. При нагреве закаленной стали до температур среднего отпуска мартенсит распадается на мелкодисперсную смесь феррита и цементита, которая называется трооститом отпуска. Троостит достаточно твердая структура (HRC 40-50), но уже обладает некоторой вязкостью.
Охлаждение после отпуска при 450-470°С следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости рессоры.