

2.6.2 Устройство и область применения:
Тактовый стол, используемый в гибком производственном модуле модели РТК22-1М, представляет собой горизонтально замкнутый тележечный грузонесущий конвейер с настольным пульсирующим (тактовым) перемещением тележек, предназначенный для межоперационной передачи заготовок от одного рабочего места к другому в процессе изготовления. Разгрузка тележек по заданным рабочим местам осуществляется в автоматическом цикле с использованием промышленного робота.
Тактовый стол (РИС. 9) состоит из замкнутого контура центрально расположенной тяговой цепи 6 (оси шарниров которой располагаются вертикально) с постоянно прикрепленными к ней тележками-платформами (паллетами) 9, движущимися по направляющим путям на опорных роликах 5. На тележках располагаются транспортируемые грузы-изделия; тележки тактового стола жестко крепятся к одному из звеньев тяговой цепи. Привод тактового стола состоит из электродвигателя 3 и одноступенчатого конического редуктора 2. Пульсирующее движение тележек осуществляется при помощи датчиков перемещения 1, сигнал от которых поступает на блок управления 4. Режимы работы тактового стола задаются с использованием пульта управления 8.
Тяговым элементом тактового стола служит одна пластинчатая катковая цепь по ГОСТ 588 - 81 с увеличенной подвижностью некоторых шарниров (см. РИС.8). На втулках тяговой цепи устанавливают катки 1, снабженные шарикоподшипниками или коническими роликоподшипниками.

РИС 10 Узел шарнира тяговой цепи между платформами.
Секцию тяговой цепи, приходящуюся на одну платформу, составляют из двух или четырех звеньев. В каждой секции в звене между платформами один шарнир делают подвижным, для чего отверстия во внутренних пластинах с одной стороны выполняют удлиненными (РИС.8). Подвижные шарниры допускают некоторое сокращение длины цепи при действии усилий сжатия и позволяют в отдельных случаях устанавливать конвейеры этого типа без натяжных устройств, компенсируя возможное несоответствие в длинах цепи и контура направляющих путей.
Для предохранения тактового стола от поломок при случайных перегрузках или случайном застопорении цепи на приводной звездочке 7 или
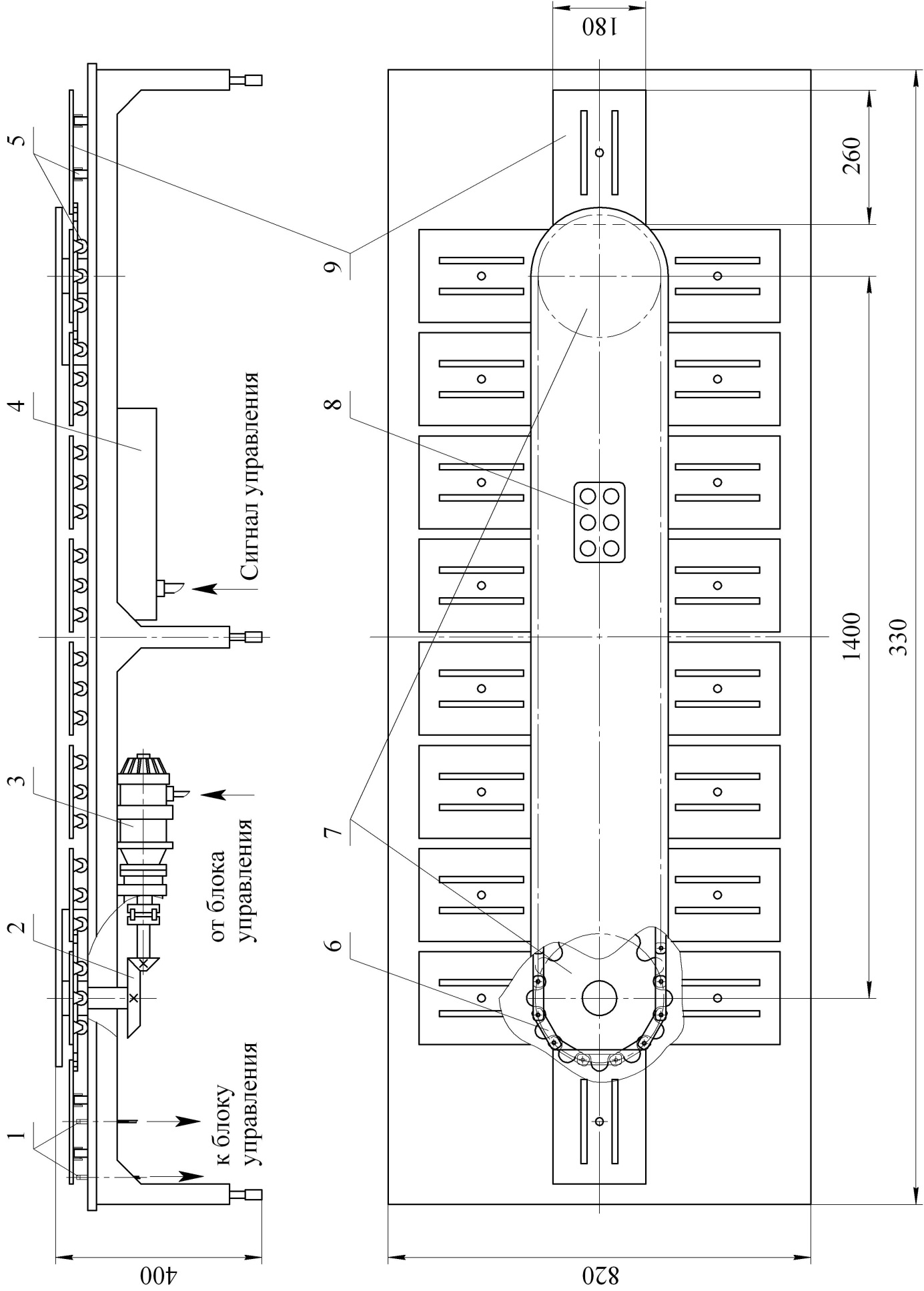
РИС. 11 Общий вид тактового стола. |
на зубчатом колесе приводного вала устанавливают предохранительный срезной штифт, который при увеличении тягового усилия сверх допускаемого срезается, и тактовый стол останавливается.
Тележки должны обеспечивать удобную, надежную и простую установку и съем грузов, и их устойчивое положение на всей длине тактового стола, т. е. на всех его рабочих местах. В случае необходимости, на платформе должны быть предусмотрены крепления, фиксаторы, зажимы, а также приспособления для наклона, поворота или подъема изделия, необходимые в производственном процессе. Центр тяжести изделия-груза должен находиться внутри опорного контура.
Тележечные грузонесущие конвейеры предназначены для перемещения грузов по отдельным технологическим операциям поточного производственного процесса. Их применяют для транспортирования изделий от одного рабочего места к другому в процессе сборки, для перемещения литейных форм в процессе сборки, заливки, охлаждении, выбивки, возврата пустых опок в литейном цехе, для межоперационной передачи изделий от одного рабочего места к другому в процессе изготовления, а также для выполнения ряда других операций подобного назначения.