

7. Влияние обработки давлением на свойства металла
7.1. Изменение структуры литого металла в результате ковки и штамповки.
При ковке (прокатке) слитков наблюдаются следующие характерные изменения литой структуры: крупные кристаллы (дендриты) под влиянием деформации вытягиваются в направлении общего течения (удлинения) металла; вместе с кристаллами вытягиваются и неметаллические включения, расположенные по границам дендритов. По мере вытягивания эти включения принимают форму прядей и придают макроструктуре поковки (проката) характерное волокнистое строение [1].
Образование волокнистого макростроения при протяжке обычно начинается в срединной части слитка, а потом уже распространяется на его периферийные слои в зону столбчатых кристаллов. Это объясняется тем, что в срединной части литой структуры (рис. 9) дендриты повернуты на некоторый угол к оси слитка; здесь же имеется область хаотично расположенных кристаллов и их частей. Таким образом, сам характер расположения кристаллов и их частей в средине слитка способствует их первоочередному повороту и вытягиванию в направлении общей вытяжки слитка, тем более, что это направление, как правило, совпадает с осью слитка.
В зоне столбчатых дендритов слитка последние расположены перпендикулярно к направлению вытяжки и поэтому для их переориентации в процессе обжима потребуется большая степень деформации, которая в данном случае характеризуется степенью вытяжки. В свою очередь, последняя определяется уковом: K=FНАЧ/FКОН=LКОН/LНАЧ (где FНАЧ и FКОН – соответственно начальная и конечная площади поперечного сечения слитка; LНАЧ и LКОН – соответственно начальная и конечная длина слитка).
В срединной части слитка волокнистое макростроение появляется уже при уковке K=2–3, а периферийная зона слитка приобретает волокнистое макростроение по всему сечению только при укове K=10.
Волокнистость макроструктуры проката невозможно устранить ни последующей термообработкой, ни обработкой давлением. Последняя приводит лишь к тому, что с изменением формы заготовки изменяется направленность (конфигурация) волокон, но характер волокнистости структуры сохраняется и в поковке, и в детали.
В отличие от этого микроструктура деформированного металла существенно изменяется последующей термообработкой. Причем для облегчения термической обработки желательно, чтобы после обработки давлением металл поковки имел бы более мелкое зерно.
П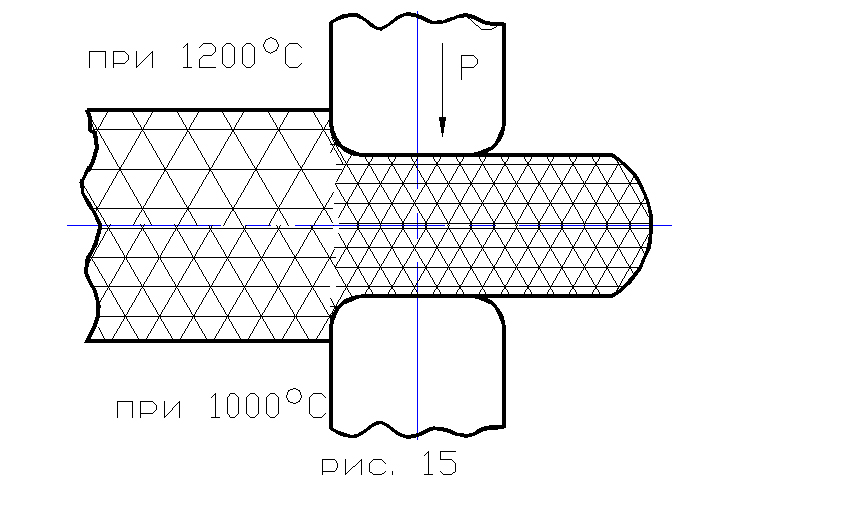 оэтому,
учитывая тот факт, что рост зерен металла
зависит от температуры нагрева, заготовки
для обработки давлением следует
нагревать до возможно низкой температуры
ковки и все участки нагретой заготовки
должны интенсивно проковываться.
Следует также иметь в виду и то
обстоятельство, что зерна деформируемого
металла растут и после обработки
давлением под воздействием повышенной
температуры (рис. 15). Поэтому горячую
обработку поковок необходимо заканчивать
по возможности ближе к нижнему пределу
допустимых температур ковки.
оэтому,
учитывая тот факт, что рост зерен металла
зависит от температуры нагрева, заготовки
для обработки давлением следует
нагревать до возможно низкой температуры
ковки и все участки нагретой заготовки
должны интенсивно проковываться.
Следует также иметь в виду и то
обстоятельство, что зерна деформируемого
металла растут и после обработки
давлением под воздействием повышенной
температуры (рис. 15). Поэтому горячую
обработку поковок необходимо заканчивать
по возможности ближе к нижнему пределу
допустимых температур ковки.