

2.4. Проверка прямолинейности и криволинейности плоскостей.
П р я м о л и н е й н о с т ь поверхностей проверяют обычно с помощью хорошо выверенной линейки, замеряя просвет между линейкой и плоскостью; на 1000 мм линейки допускается просвет 0,02-0,04 мм (измерить можно).
При проверке прямолинейности больших плоскостей применяют струну из тонкой стальной проволоки диаметром примерно 0,2 мм и штихмасс. Струну прочно закрепляют с одной стороны проверяемой плоскости и натягивают через блок грузом с другой стороны, чтобы струна была параллельна проверяемой плоскости. Расстояние от плоскости до струны измеряют штихмассом в нескольких точках.
Криволинеиные поверхности проверяют шаблонами, изготовленными из листовой стали толщиной 1,0-1,5 мм (Пример - проверка места стыковки лепестков шаровых резервуаров).
2.5. Проверка соосности валов.
Различают следующие способы проверки соосности валов:
- с помощью линейки;
- с помощью хомута, рейсмуса или стрелок;
- с помощью индикаторов и т.п.
Наиболее простой способ выверки - линейкой по полумуфтам (рис.2).
Сборка соединительных муфт начинается с проверки соосности валов. После укладки шпонки и надевания полумуфты измеряют щупом зазор между валом и муфтой, который не должен превышать 0,05 мм. При монтаже пальцевых полумуфт пальцы устанавливают последовательно, проверяя щупом их прилегание к поверхности отверстия в полумуфте. Этот зазор не должен превышать 0,4...0,6 мм. Полумуфты центрируют с помощью угольника, линейки и поворотных приспособлений. Зазоры проверяют в каждом из четырех положении вала, поворачиваемого от начального положения на 90, 180 и 360° по направлению вращения вала машины (рисунок 2, а). В каждом положении проводят по одному замеру радиального зазора (по окружности полумуфт) и четыре замера осевого зазора (между торцовыми плоскостями полумуфт) в диаметрально противоположных точках.
Допуски на сборку муфт приведены в таблице 4.
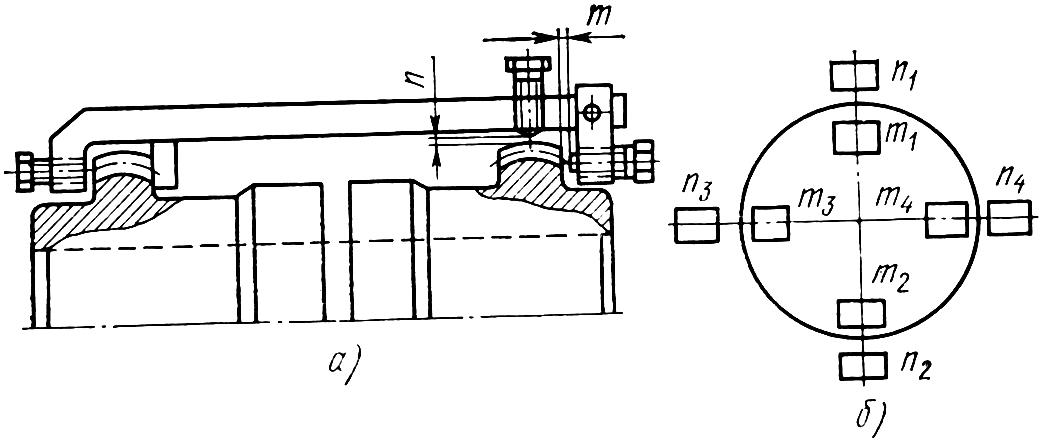
Рисунок 2 — Центрирование валов по полумуфтам:
а — центровочная скоба, б — схема производства замеров; n, n1 — n4 — радиальные зазоры, m, m1 — m4 — осевые зазоры
Таблица 4 — Допуски зазоров соединительных муфт, мм
Муфта |
Диаметр муфты, мм |
На перекос на 100 мм длины |
На параллельное смещение |
Жесткая |
100 … 300 300 … 500 |
0,08 0,12 |
0,1 0,2 |
Пальцевая |
100 … 300 300 … 500 |
0,02 0,02 |
0,05 0,1 |
Сцепная |
100 … 300 300 … 500 |
0,01 0,01 |
0,03 0,02 |
При этом способе линейкой замеряется соосность двух соединяемых валов с полумуфтами. Если оси валов параллельны и сдвинуты только на величину e в вертикальной или горизонтальной плоскости (см. рис. 3а), то следует переместить один из валов так, чтобы линейка плотно прилегала к обеим полумуфтам. Если ось одного из валов имеет перекос на угол φ то угол перекоса зависит от расстояний b1 и b2 (рис.3б), угол φ может быть рассчитан по формуле:
![]()
Чем больше d, тем больше точность замера. Для достижения соосности необходимо повернуть корпус с валом на угол φ так, чтобы b1 = b2 , при вращении вала, что замеряется щупом.
Более точную установку валов сопрягаемых узлов или агрегатов можно выполнять с помощью хомута или рейсмуса или стрелок (рис.4а). При проверке с помощью хомута определяют изменение зазора между винтом и валом при повороте вала. Если установленный зазор не меняется, то сопрягаемые валы сцентрированы. Составив круговую диаграмму (рис. 4в) по изменению зазоров в положениях хомута 1-1У, можно по расстоянию до точек крепления узла определить, в каком направлении и на сколько необходимо переместить узел для центровки. Точность центровки зависит от расстояния между точкой замера и точками крепления узлов и точности замера измерения зазора. Чем больше α, тем с большей точностью можно осуществить центровку. При определении соосности двумя хомутами замеряют зазор между этими хомутами (рис.4б). Вращая один из валов, замеряют изменение зазора. Если зазор не меняется, то валы сцентрированы; если зазор меняется, то величину перекоса можно также определять по круговой диаграмме.
Выверку и центровку валов удобно проводить с помощью стрелок, закрепленных на валах или полумуфтах (рис. 5). Для этого также используют круговую диаграмму. Валы соосны, если зазоры a1; a2; a3; a4 и b1; b2; b3; b4 одинаковы в вертикальной и горизонтальной плоскостях.
Наиболее точно выверку валов можно осуществить с помощью индикаторов (рис.6). Выверка валов здесь анологична выверке с помощью стрелок, но измерение зазоров ведут с помощью индикаторов, что повышает точность выверки.
Наиболее сложно производить измерение агрегатов, валы у которых расположены вертикально, т.е. вертикальных валов (например, вертикального насоса, показанного на рис.7), для центровки таких валов к верхней части валов крепят крестовину 1, к ней четыре струны 2, так, чтобы они располагались попарно во взаимоперпендикулярных плоскостях. Для натяжения струн к их концам подвешены грузы 3. Вертикальность и соосность валов проверяют замером расстояний a1; b1; c1; d1 в верхней части и a2; b2; c2; d2 в нижней части. Величины этих замеров откладывают на круговой диаграмме. Замеры выполняют с помощью штихмасса, устанавливаемого между валами и струнами.
Отклонения δ по осям x и y (см. рис. 8) могут быть определены по следующим зависимостям:
![]()
![]()
Абсолютная величина отклонения вала
![]()
Валы можно считать выверенными, если относительное отклонение, т.е. отклонение на 1 м длины вала, не превышает 0,02 мм.
Перед сборкой валов и сидящих на них шкивов, шестерен и звездочек с помощью шпоночных соединений проверяют поверхности собираемых деталей и устраняют забоины, заусенцы и задиры. При сборке клинового шпоночного соединения обеспечивают плотное прилегание шпонки ко дну паза вала и зазоры по боковым стенкам. Боковые зазоры между пазом и шпонкой проверяют щупом. Они не должны превышать 0,35 мм при ширине шпонки 12...18 мм и высоте 5...11 мм и 0,4 мм при ширине шпонки 20...28 мм и высоте 8...16 мм. Посадку призматической шпонки производят легкими ударами медного молотка. Боковые зазоры между шпонкой и пазом не допускаются. Затем насаживают шестерню (шкив, звездочку) и проверяют радиальный зазор между верхней гранью призматической шпонки и основанием паза ступицы насаженной детали. Этот зазор не должен превышать 0,3 мм при диаметре вала от 25 до 90 мм и 0,4 мм при диаметре вала от 90 до 170 мм. Перед сборкой шлицевых соединений тщательно проверяют поверхности и устраняют дефекты, удаляя заусенцы и опиливая острые края. Сопрягаемые поверхности смазывают. Подвижные шлицевые соединения собирают от руки, а жесткие — напрессовыванием детали на вал. После сборки первые проверяют на качку, а вторые — на биение. Наиболее рациональные способы проверки параллельности валов показаны на рисунке 1.
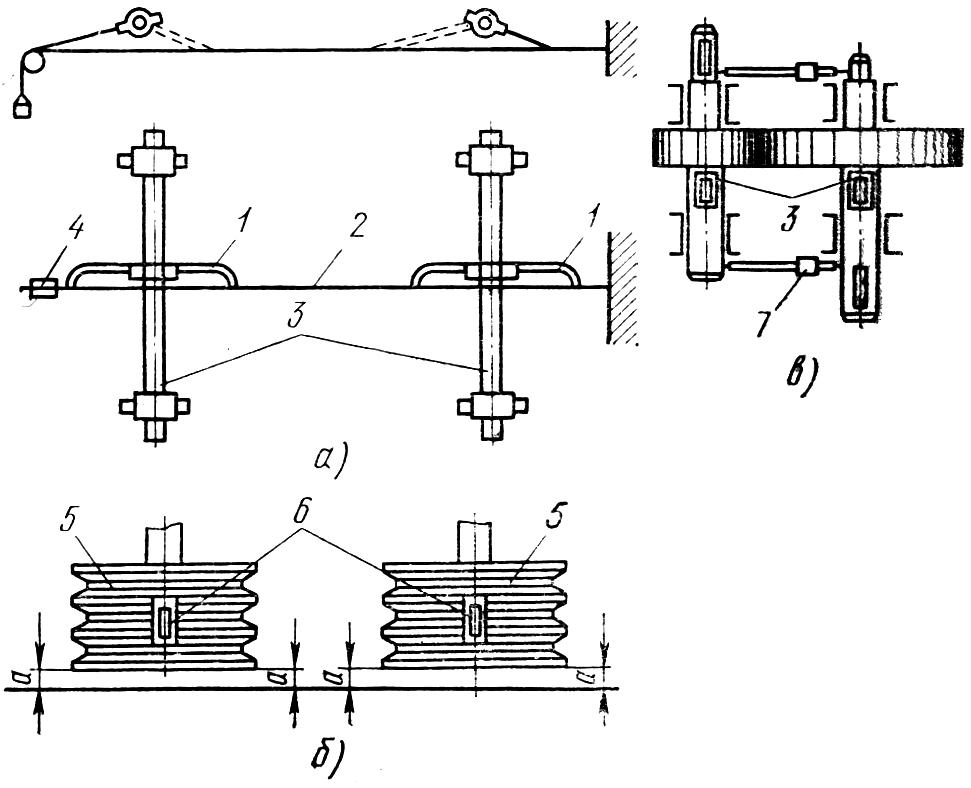
Рисунок 1 — Схемы проверки параллельности валов с помощью:
а — скоб и струны, б — струны и уровней, в — штихмасса;
1 — скобы, 2 — струна, 3 — валы, 4 — блок, 5 — шкивы, 6 — уровни, 7 — штихмасс