

2.6 Термообрубное отделение
Отливки в обрубном отделении цеха проходят обработку в следующем порядке: предварительная очистка, обрезка и отбивка прибылей, выпоров, термическая обработка, очистка поверхности, разметка и исправление дефектов.
Очистка средних и крупных отливок производится в дробеметных камерах. При предварительной очистке с отливок удаляются легкоотделяемая формовочная и стержневая смеси, каркасы, а также производится очистка мест отрезки литников и прибылей. Затем отливки подаются на участок обрезки прибылей, литников и удаление выпоров и легкоотделимых прибылей.
В зависимости от марки стали отливок, обрезка прибылей может производиться до и после термической обработки.
Обрезка прибылей у отливок из стали марок 110Г13Л и 110Г13ФТЛ производится после термической обработки в специальных камерах с вытяжной вентиляцией. Прибыли, литники и заливы удаляются газовой резкой при помощи резака УР-300 и методом воздушно-электроконтактной резки металла.
Максимальная величина остатков прибылей после обрезки назначается технологом при разработке технологии. Остатки от литников и прибылей на необрабатываемых поверхностях удаляются заподлицо. Термическая обработка отливок производится по режимам, указанным в инструкциях на термическую обработку отливок. Очистка поверхности отливок от остатков земли и стержней производится в очистных барабанах с дробеметной установкой и в очистной дробеметной камере с поворотным столом.
Мелкие отливки загружаются в дробеметный барабан с помощью короба или скипового подъемника. Отливки опрокидываются на ленту барабана, после чего барабан закрывается, включается привод ленты и начинается очистка отливок. При первых двух-трех очистках раскалывается много дроби, так как дробь не имеет одинаковой твердости. Поэтому каждой последующей загрузке отливок необходимо добавлять примерно по 1 кг дроби. Расход дроби на 1 т отливок составляет 2-3 кг.
Цикл очистки отливок в барабане должен определяться временем, необходимым для полного удаления стержней и легко отделяемого пригара.
Для очистки стальных мелких и средних отливок принимаем дробеметные барабаны модели 42233. Наибольший вес очищаемых отливок 159 кг. Количество барабанов рассчитываем по формуле (2). Крупные отливки очищаем в дробеметной камере модели 42815 (рисунок 2.4). Техническая характеристика оборудования приведена в таблице 2.20. Количество оборудования рассчитывается по формуле (2). Данные расчета приведены в таблице 2.21. В таблице 2.22 приведены данные расчета абразивно-зачистного оборудования.
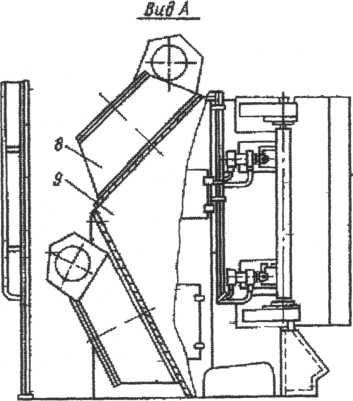
1 - элеватор; 2 - подвеска; 3 - дверь; 4 - воздушно-механический сепаратор; 5 - площадка обслуживания; 6 - бункер; 7 - устройство сбора дроби; 8 - установка дробеметных аппаратов; 9 - рабочая камера.
Рисунок 2.4 - Дробеметная очистная камера модели 42815
Таблица 2.20 - Техническая характеристика очистного оборудования
Параметр |
мод. 42233 |
мод. 42815 |
Объем загрузки, м3 |
0,3 |
- |
Грузоподъемность подвески, т |
- |
1,25 |
Наибольшая масса загрузки барабана, кг |
800 |
- |
Наибольшая масса очищаемой отливки, кг |
80 |
1250 |
Наибольшая диагональ очищаемой отливки, мм |
400 |
1600-2000 |
Количество дробеметных аппаратов, шт. |
1 |
3 |
Производительность, кг/мин |
300-350 |
250 |
Производительность, т/ч |
1,5-3,0 |
6-8 |
Продолжительность цикла, мин |
14-32 |
12 |
Мощность, кВт |
42 |
80 |
Габаритные размеры, мм |
4500x17500 |
8000x6800x7900 |
Масса, т |
- |
43 |
Таблица 2.21 - Данные расчета оборудования
Тип оборудования |
Производительность, т/ч |
Кол-во оборудования, шт. |
Коэффициент загрузки |
|
расчетное |
принятое |
|||
42233 |
3 |
0,67 |
1 |
0,67 |
42815 |
6 |
0,89 |
1 |
0,89 |
Для удаления из отливок стержней и очистки от остатков формовочной смеси в цехе предусмотрена электрогидравлическая установка модели 36215. Техническая характеристика установки приведена в таблице 2.17.
Таблица 2.17 - Техническая характеристика электрогидравлической установки модели 36215
Параметр |
Норма |
Наибольшая масса загрузки, т |
20 |
Наибольшие габаритные размеры отливки, мм |
5000x3200x2000 |
Производительность, т/ч: по стали по чугуну |
8-12 |
Установленная мощность, кВт |
210 |
Габаритные размеры, мм |
26000x10000 |
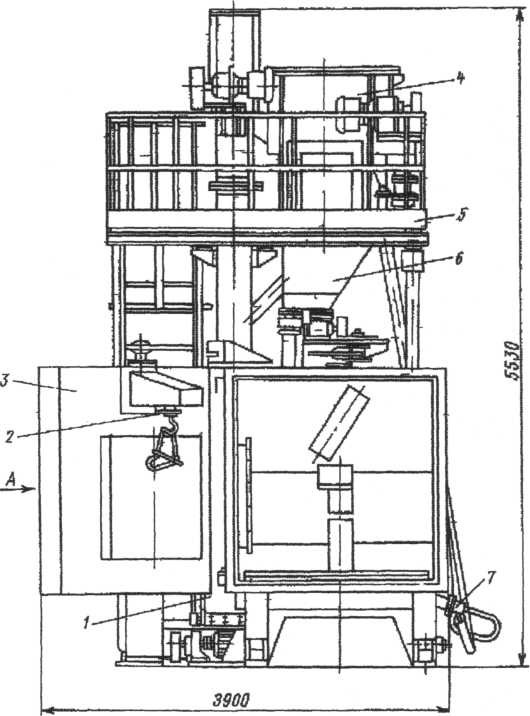
Рисунок 2,5 -
Установка электрогидравлическая для
выбивки стержней из отливок модели
36215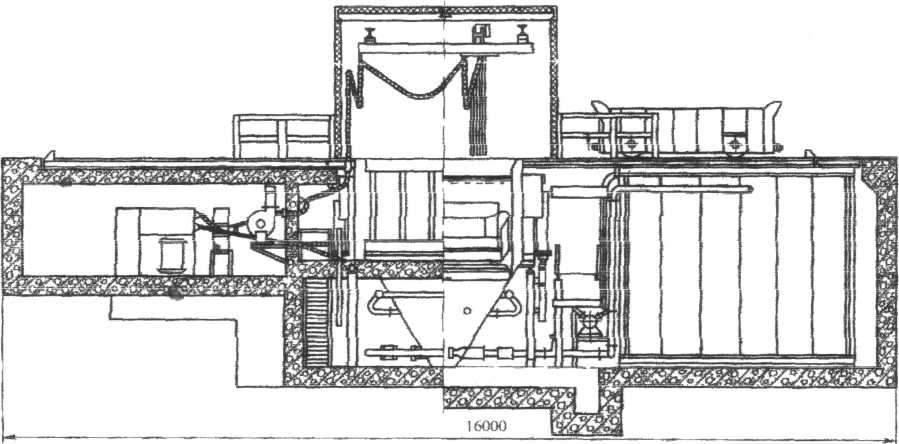
Установка электрогидравлическая для выбивки стержней из отливок модели 36215 (рисунок 2.5) предназначена для удаления стержней и остатков формовочных смесей из отливок в литейных цехах единичного, серийного и массового производства.
Установка проходная, но может быть использована и как тупиковая. В обоих вариантах загрузка-разгрузка возможна с любой стороны, что позволяет рационально размещать установку в технологических и грузовых потоках литейных цехов.
Цельнометаллический звукоизолирующий кожух позволяет отказаться от строительства в цехе специального помещения.
Установка состоит из двух основных частей: технологической и электрооборудования (низковольтного и высоковольтного).
Технологическая часть предназначена ддя транспортирования и подачи отливок в зону обработки, удаления очищенных отливок, перемещения рабочего органа (электрода) в точки обработки, сбора и удаления шлама из рабочего бака.
Технологическая часть установки включает следующие основные узлы: бак с механизмом подъема контейнера, механизм перемещения электрода, контейнеры, кожух, механизм перемещения контейнера, гидросистему, механизм слежения, систему шламоудаления и осушения подвала, систему вентиляции.
Электрооборудование предназначено для получения высоковольтных импульсов тока и подачи их на электрод, а также для управления работой узлов технологической части и установки в целом.
Установка условно может быть разделена на наземную и подвальную части.
Наземная часть представляет собой звукоизолирующий кожух прямоугольной формы, внутри которого размещаются рабочий зал и операторская.
В рабочем зале на нулевой отметке установлен верхний уровень рабочего бака, над баком расположен механизм перемещения электрода с ходовыми путями. С правой и левой сторон рабочего зала находятся погрузочно-разгрузочные площадки. С двух сторон площадок в кожухе установлены шиберы.
В операторской со стороны рабочего зала расположен пульт управления установкой, совмещенный с механизмом слежения за электродом, и гидропанель гидросистемы.
В подвальной части установки размещен рабочий бак с механизмом подъема контейнера. С одной стороны рабочего бака под погрузочно-разгрузочной площадкой находится высоковольтное помещение, а под ним -агрегаты системы шламоудаления и осушения подвала. С другой стороны бака под второй погрузочно-разгрузочной площадкой размещен бак-отстойник системы шламоудаления, а под операторской - помещение для низковольтного электрооборудования и насосной станции гидросистемы.
Рельсовый путь установки состоит из трех участков: средний расположен на подъемной площадке механизма подъема контейнера, два другие - на погрузочно-разгрузочных площадках
Режим работы установки: ручной, полуавтоматический.
Контейнер с обрабатываемыми отливками цеховыми средствами устанавливается своими катками на рельсовый путь. Открываются шиберы в
кожухе. Поднимается подъемная площадка рабочего бака, происходит стыковка среднего участка рельсового пути с крайними. Электроды механизмом перемещения отводятся в крайнее положение к операторской. Каретка механизма перемещения контейнера перемещает контейнер по рельсовому пути на подъемную площадку и останавливается. Контейнер с отливками опускается вниз вместе с подъемной площадкой при помощи цепной передачи и гидроплунжеров механизма подъема контейнера до соприкосновения отливок с водой. Закрываются шиберы кожуха. Изображение контуров отливок и точек обработки переносится оператором на экран механизма слежения. Контейнер опускается в рабочий бак. В зависимости от массы, толщины стенок и материала отливки оператор устанавливает величину запасенной энергии в импульсе, подводит рабочий электрод к отливке и устанавливает рабочий промежуток. Включается высоковольтное оборудование. Происходит обработка отливки.
Процессы накопления энергии, поддержания рабочего промежутка «электрод-отливка» осуществляются автоматически. Оператор контролирует работу установки и управляет перемещением электрода, контролируя его положение относительно отливок по механизму слежения.
Система шламоудаления и водного размыва включается в начале выбивки и работает постоянно.
После окончания обработки отливок отключается высоковольтное оборудование, поднимаются и отводятся за пределы бака электроды.
Все дальнейшие операции по разгрузке установки осуществляются в обратной последовательности.
Установка должна обеспечивать выбивку 95±5 % общего объема стержней и удаление остатков формовочных смесей с наружных поверхностей отливок (кроме пригара).
Необходимое количество установок определяется по формуле (2.1). Данные расчета приведены в таблице 2.27.
Таблица 2.27 - Данные расчета электрогидравлической установки модели 36215
Модель установки |
Количество оборудования, шт. |
Коэффициент загрузки |
|
расчетное |
принятое |
||
36215 |
0,75 |
1 |
0,75 |
В термообрубном отделении предусмотрен участок для грунтовки отливок. Для отливаемых отливок предусматривается термообработка. Цель ее снятие литейных напряжений и измельчение литой структуры.
По окончании термообработки отливки контролируют на твердость и механические свойства в соответствии с ГОСТ 977-88.
Таблица 2.22 - Данные расчета оборудования |
|||||
Назначение оборудования |
Модель |
Производительность, т/ч |
Количество, шт. |
Коэффициент |
|
расчетное |
принятое |
загрузки |
|||
Абразивно-отрезной стационарный |
82990 |
1,50 |
3,00 |
4 |
0,75 |
Механизированный зачистной комплекс |
99911М |
1,80 |
1,02 |
2 |
0,50 |
Обдирочно-шлифовальный подвесной |
3374К |
0,55 |
0,70 |
1 |
0,70 |
Обдирочно-шлифовальный с гибким валом |
3382 |
1,50 |
0,42 |
1 |
0,42 |
Отливки из стали 110Г13Л, 110Г13ФТЛ подвергаются термообработке -закалке на аустенит. Режимы термообработки отливок приведены в таблице 2.23.
Таблица 2.23 - Режим термообработки отливок из стали 110Г13Л, 110Г13ФТЛ
Операции |
Режим термообработки |
Посадка в печь с температурой не выше, °С |
650-700 |
Выдержка при температуре посадки, ч |
2 |
Нагрев до температуры 700 °С |
по мощности печи |
Выдержка при температуре 700 °С, ч |
3 |
Нагрев до температуры 1050-1100 °С |
по мощности печи |
Выдержка при температуре 1050-1100 °С, ч |
3 |
Закалка до полного охлаждения |
в холодной проточной воде |
Контроль качества термообработки отливок проводится двумя способами - проверкой твердости и контролем микроструктуры.
Для термообработки выбираем печь ЭН-100 с производительностью 1,25 т/ч. Расчет количества термических печей ведется по формуле (2). Данные расчета приведены в таблице 2.24.
Таблица 2.24 - Данные расчета термических печей
Сплав |
Количество печей, шт. |
Коэффициент загрузки |
|
расчетное |
принятое |
||
110Г13Л, ПОПЗФТЛ |
1,4 |
2 |
0,7 |
25Х23Н7СЛ |
0,8 |
1 |
0,8 |