

2 Конструкторская часть
Конструкция приспособления
Для операции 040 сверление 4 отверстий в наружной цилиндрической поверхности d= 4мм, глубиной L= 6мм выбираю приспособление. Приспособление состоит из основания, двух призм, прижимной планки и оправки.
Устанавливаем приспособление на стол станка, штуцер поверхностями 3 и 12 устанавливаем на призмы. Прижимной планкой 7 с помощью гайки 8 фиксируем(прижимаем) деталь по поверхности 12. Затем подвожу оправку 5 до упора и фиксирую с помощью гайки 9, обрабатываю отверстие. После обработки откручиваю гайку и поварачиваю деталь на 90° и фиксирую штырем, закрепляю деталь и обрабатываю следующее отверстие. После обработки откручиваю гайки и снимаю деталь.
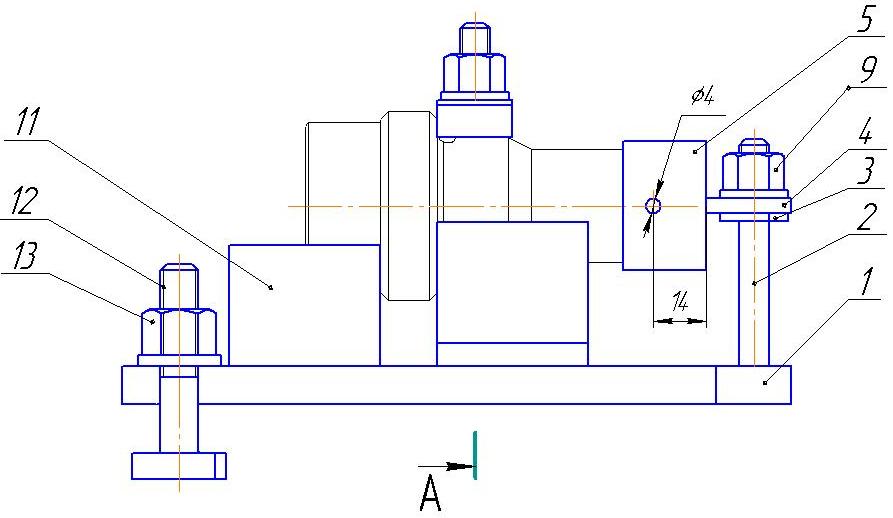
Рисунок 6 - Приспособление
Схема базирования
Для заданной операции выбираю полную схему базирования, так как при сверление отверстия в детали, не возможно вращение и перемещение заготовки . Схема базирования заготовки приведена на рисунке 2
Рисунок
7 -
Полная схема базирования
В качестве базовых поверхностей выбираю наружную цилиндрическую поверхность Ø36 мм – двойная направляющая база, которая лишает заготовку четырех степеней свободы (перемещение вдоль оси у и z и вращение вокруг этих же осей), а так же торец Ø50 – двойная опорная база, которая лишает заготовку двух степеней свободы (перемещение и вращения вдоль оси Х).
Погрешность базирования
При базировании заготовки в приспособление, погрешность базирования равна нулю, так как ось детали совпадает с осью оправки
Усилие зажима
Сила зажима детали Q, определяется по формуле:
Q=Р*L1*n/(L1+L) (49)
где К=1,3-1,6
Рz= сила резания
L1= длина заготовки
n= КПД, учитывающий потери на трение
Q=66*104*0,95/(104+6)= 60 Н
2.2 Проектирование режущего инструмента
Рассчитываю спиральное сверло на сверлильную операцию 040 для сверления отверстия диаметром 4 мм шероховатостью Ra=3,2 мкм в наружной цилиндрической поверхности.
Исходные данные
Диаметр обрабатываемого отверстия d = 4 мм
Длина обрабатываемого отверстия l = 6 мм
Материал заготовки – Сталь 20Х13 ГОСТ 5632-72
Углы для сверла = 55, = 30, 2 = 118
Длина сверла L = 75 мм
Длина режущей части сверла l = 43 мм по ГОСТ 10902-77
Определяю диаметр сверла d = 4 мм – сверло с цилиндрическим хвостовиком
Определяю осевую силу Po, Н, по формуле
Po = 10*Кp*Dq*Sy*
где Kp – коэффициент, зависящий от обрабатываемого материала
Po = 10*42,7*41*0,280,8*0,95 = 584 Н
Определяю момент сил Мкр, Н*м, по формуле
Мкр = 10*См*Dq*Sy*Kp
Где См = 0,021 – коэффициент
q = 2
y = 0,8
Мкр = 10*0,021*42*0,280,8*1 = 0,6 Н*м
Основные размеры хвостовика указаны на чертеже инструмента
Определяю длину сверла по ГОСТ 10902-77
L = 75 мм, l = 43 мм
Определяю геометрические и конструктивные параметры рабочей части сверла
Форма заточки: Н – нормальная без подточек, = 55, = 30, 2 = 118
Нахожу толщину сердцевины dс, мм, по формуле
dс = 0,18*D
dс = 0,18*4 = 0,43 мм
Принимаю обратную конусность сверла 0,1 мм
Нахожу ширину пера В, мм, по формуле
В = 0,58*D
В = 0,58*4 = 2,32 мм
Нахожу больший радиус профиля Ro, мм, по формуле
Ro = CR*Cr*Cф*D
где D – диаметр сверла
CR, Cr, Cф – дополнительные коффициенты
CR = 0,493
Cr = 0,98
Cф = 1
Ro = 0,493*0,98*1*4 = 1,9 мм
Нахожу меньший радиус профиля Rк, мм, по формуле
Rк = Ск*D
где Ск = 0,191
Rк = 0,191*4 = 0,76 мм
Рассчитываю ширину профиля В, мм, по формуле
В = Ro*Rк
В = 1,9*0,76 = 1,45 мм
Угол наклона винтовой канавки = 30
Предельные отклонения размеров подточки режущей части сверла +0,23 мм. Твердость сверла HRC 62-65
Материал сверла: рабочая часть - быстрорежущая сталь Р6М5 по ГОСТ 19265-73; хвостовик – ст 50 ГОСТ 1050-88
Соединение сварка трением
Конструкторские и геометрические параметры свела:
Диаметр сверла = 4 мм;
Длина сверла = 75 мм;
Длина режущей части = 43 мм;
Углы для сверла:
= 55,
= 30,
2 = 118
2.3 Проектирование мерительного инструмента
В
качестве измерительного инструмента
выбираю калибр-скобу ГОСТ 18362-73 для
контроля НЦП ø30![]() мм.
Скоба состоит из корпуса ст У10 ГОСТ
4543-71 и ручки-наладки ст 50 ГОСТ 1050-88.
мм.
Скоба состоит из корпуса ст У10 ГОСТ
4543-71 и ручки-наладки ст 50 ГОСТ 1050-88.
Определяю размер проходной и непроходной скобы
H1=15 мкм; Нр=4 мкм; Z1=28 мкм
Максимальный диаметр детали, мм
Dmax=30+0,040= 30,040 мм
Минимальный диаметр детали, мм
Dmin=30-0.092=29,908 мм
Наибольший размер проходной скобы определяю по формуле
ПРмах=Dmax-Z1+H1/2
где Z1-отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного калибра изделия, мм
Z1=0,028 мм
Н1-допуск калибра, мм
Н1=0,015 мм
Прmax=30,040-0,028+0,015/2=30,0195 мм
Наибольший диаметр непроходной скобы определяю по формуле
НЕmax=Dmin+H1/2
Неmax=29,908+0,015/2=29,9155 мм
Наибольший размер проходного контркалибра К-ПРmax определяю по формуле
К-ПРmax=Dmax-Z1+Hp/2
где Нр-допуск контркалибра, мм
Нр=0,004 мм
К-ПРmax=30,0195-0,028+0,004/2=29,9935 мм
Наибольший размер непроходного контркалибра К-Неmax определяю по формуле
К-НЕmax=Dmin+Hp/2
К-НЕmax= 29,9155+0,002=29,9157 мм
Наибольший размер износа К-И определяю по формуле
К-И=Dmax+Hp/2
К-И=30,040+0,004/2=30,042 мм
Список использованной литературы
1 Ансеров М.А. Приспособления для металлорежущих станков. - М: Машиностроение, 1966.
2 Барановский Ю.В. Режимы резания. - М: Машиностроение, 1972.
3 Белоусов А.П Проектирование станочных приспособлений. - М: Высшая школа, 1974.
4 Касилова А.Г. Справочник технолога машиностроителя - Том 2. - М: Машиностроение, 1986.
5 Миллер Э.Э. Техническое нормирование труда в машиностроении. -М: Машиностроение, 1972.
6 Нефёдов Н.А. Сборник задач и примеров по резанию металлов и режущему инструменту. - М: Машиностроение, 1984.
7 Черпаков Б.И. Технологическая оснастка - М: Академия, 2005.
8 Общемашиностроительные нормативы времени - М: Машиностроение, 1974.
Введение
Машиностроение является главной отраслью всех отраслей народного хозяйства. На базе новейших достижений науки и техники непрерывно развиваются новые производственные и технологические процессы.
Машиностроение решает следующие задачи: повышение качества продукции, уменьшение трудоемкости и себестоимости изделия, внедрение поточных методов производства изделий, снижение материалоемкости, автоматизации и механизации производственного процесса
В данном курсовом проекте представлен технологический процесс изготовления детали «Корпус»
Деталь шестерня предназначена для соединения между собой. В технологической части произвожу анализ детали на технологичность. Деталь технологична по коэффициентам шероховатости, точности обработки. Не технологична по коэффициентам использования материала и унификации. Определяю тип производства. Так как масса деталь 0,18 кг и годовой объем выпуска 150 шт, то получаю мелкосерийное производства с применением станков с ЧПУ стандартного и специального мерительного инструмента. Маршрут обработки детали привожу в пояснительной записке. Рассчитываю межоперационные припуски и допуски на наружную цилиндрическую поверхность 48. Произвожу расчет режимов резания и расчет норм времени на токарную операцию 010 точение торца и цилиндрической поверхности и сверлильную операцию 020 сверление 2 отверстий. Расчет остальных норм времени оставшихся операций произвожу по быстрым формулам
В конструкторской части для сверления 2 отверстий проектирую приспособление для сверления, также для этой операции проектирую режущий инструмент сверло спиральное ГОСТ 10902-77. Произвожу расчет измерительного инструмента для контроля отверстия диаметром 15 мм.
Сироткина Е.А
Кошелева Н.М