

1.7 Назначение режимов резания
Расчет режимов резания на токарную операцию 005 свожу в таблицу 8
Таблица 8 - Назначение режимов резания на токарную операцию
№ опер
Установ
Переход
Глуб. резан Т,мм
Подача S,
мм/об
Скорос резан V,
м/мин
Число оборотов
n,
об/мин
То, мин
Тв, мин
Тшт, мин
Тпз, мин
Тшк, мин
005
А
1
3
0,6
25
280
1,38
1,1
1,5
10
1,7
Эскиз заготовки в наладки показываю на рисунке 5
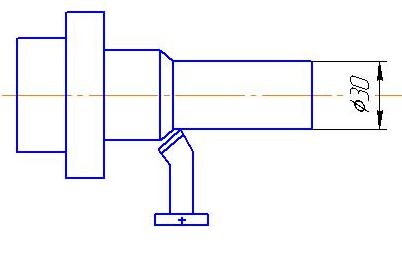
Рисунок 4 - Эскиз заготовки в наладке
Исходные данные на токарную операцию 005
Операция – чистовая обработка наружной цилиндрической поверхности
Материал заготовки – Сталь 20Х13 ГОСТ 5632-72
Режущий инструмент – резец проходной отогнутый ГОСТ 18877-73
Оборудование – токарный станок 1А616
Определяем длину рабочего хода суппорта Lр.х, мм, по формуле
Lр.х = Lрез + y (16)
где Lрез - длина резания, мм
y - длина подвода, врезания и перебега инструмента, мм, находим по формуле
y=yпод + yврз + yп (17)
yпод = 4мм
yврз + yп = 6мм
y = 2 + 6 = 10
Lрез = 44 мм
Lр..х = 44 + 10 = 55мм
Определяем подачу на оборот шпинделя So, мм/обр
So = 0,6 мм/обр
Принимаю по паспорту станка
Sn-0,1-1,5 мм/обр
Определяем стойкость инструмента, Тр, мин, по формуле
Тр = Тм * (18)
где Тм - стойкость в минутах машинной работы станка, мин
- коэффициент времени резания определяем по формуле
=
![]() (19)
(19)
Тм = 50 мин
=
44/55 = 0,8 =0,7 то Тм
![]() Тр значит Тм = 50 мин
Тр значит Тм = 50 мин
Определяем скорость резания V, м/мин, по формуле
V=Vтаб*K1*K2*K3 (20)
где Vтаб - табличная скорость
K1 - коэффициент зависящий от материала
K2 - от стойкости и марки твердого сплава
K3 - от вида обработки
Vтаб =37 м/мин
K1 = 0,6
К2 = 1,15
К3 = 1
V=37*0,6*1,15*1 = 25 м/мин
Определяем число оборотов шпинделя n, об/мин, по формуле
n
=
![]() (21)
(21)
где d - обрабатываемый диаметр, мм
n = (1000*25)/3,14*30 = 265 об/мин
Предельное число оборотов по паспорту станка
nпасп- 280 об/мин
Определяем действительную скорость резания Vд, м/мин, по формуле
Vд=![]() (22)
(22)
Vд= (3,14*30*280)/1000 = 26 м/мин
Определяем силу резания Р, кГ, по формуле
Р = Ртаб*K1*К2 (23)
где Ртаб - табличная сила
K1 - коэффициент зависящий от обрабатываемого материала
К2 - от скорости резания и переднего угла в плане
Ртаб = 30кГ
К1 = 1,15
К2 = 1,1
РZ = 30*1,15*1,1 = 37,9 кГ
Определяем мощность резания для инструмента Nрез, кВт, по формуле
Nрез = Р*Vд/6120 (24)
Nрез = 37,9*25/6120 = 0,15 кВт
Определяем мощность шпинделя Nшп, кВт, по формуле
Nшп = 1,2*Nдв* (25)
где Nдв – мощность двигателя станка, кВт
- коэффициент полезного действия станка
Nдв = 4,5
= 0,8
Nшп = 1,2*4,5*0,8 = 4,32 кВт
Nрез < Nшп = 0,15 < 4,32 - резание возможно
Определяем машинное время tМ, мин, по формуле
tМ = Lр..х/ So*n (26)
tМ = 48/0,6*280 = 0,28 мин
Расчет режимов резания на сверлильную операцию 045 свожу в таблицу 9
№ операции
Установ
Переход
Глуб
резан
Т,мм
ПодачаS,
мм/об
Скорос резан V,
м/мин
Число оборотов
n,
об/мин
То, мин
Тв, мин
Тшт, мин
Тпз, мин
Тшк, мин
010
1
1
6
Таблица 9- Назначение режимов резания на сверлильную операцию
Эскиз заготовки в наладки показываю на рисунке 5
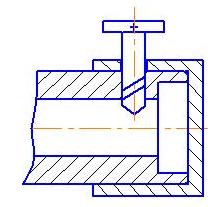
Рисунок 5 - Эскиз заготовки в наладке
Операция-сверление 4 отверстий диаметром 4 мм на вертикально-сверлильном станке 2А135;
Материал заготовки - Сталь 20Х13 ГОСТ 5632-72;
Режущий инструмент - сверло спиральное с коническим хвостовиком из быстрорежущей стали Р6М5 ГОСТ 19265-73;
Диаметр сверла - 4 мм;
Определяем длину рабочего хода Lрх, мм, по формуле, мм
Lрх=Lрез+y+Lдоп (27)
где, Lрез - длина резания, мм
y - перебег инструмента, мм
Lдоп - дополнительная длина хода, вызванная в отдельных случаях особенностями наладки и конфигурации детали
y = 2 мм
Lрх = 6 + 2 = 8 мм
Определяю подачу инструмента на один оборот шпинделя, мм/об
Sо = 0,08 мм/об
Принимаю по паспорту станка 2А135
Sо = 0,08 мм/об
Определяю стойкость инструмента по формуле, мин
Тр=Тм* (28)
где, Тм - машинное время, мин
- коэффициент времени резания каждого инструмента
=
5
= 6 /8 = 0,75 > 0,7
Тр = Tм = 8 мин
Определяю скорость резания по формуле, м/мин
V=Vтаб*К1*К2*К3 (30)
где, Vтаб - скорость по таблице, м/мин
К1-коэффициент, зависящий от обрабатываемого материала
К2-коэффициент, зависящий от стойкости инструмента
К3-коэффициент, зависящий от отношения длины резания к диаметру
Коэффициенты по таблице
Vтаб=20 м/мин
К1=0,7
К2=1,5
К3=1,0
V = 20 * 0,7 * 1,5 * 1 = 21 м/мин
Определяю число оборотов инструмента по формуле, об/мин
n=1000V/π*d (31)
где, d - обрабатываемый диаметр, мм
n = 1000 * 21/3,14 * 4 = 1671 об/мин
Принимаю по паспорту станка 2А135
n = 1100 об/мин
Определяю минутную подачу инструмента по формуле, мм/мин
Sм=Sо*n (32)
Sм=0,08*1100=88 мм/мин
Определяю действительную скорость резания по формуле, м/мин
Vд=n*π*d/1000 (33)
Vд = 1100 * 3,14 * 4/1000 = 13,8 м/мин
Рассчитываю основное машинное время по формуле, мин
![]() (34)
(34)
![]() =
8/1100 *0,08 = 0,09 мин
=
8/1100 *0,08 = 0,09 мин
Определяю осевую силу резания по формуле, кГ
Ро=Ртаб*Кр (35)
где, Ртаб - сила резания по таблице, кГ
Кр - коэффициент резания
Ртаб= 60 кГ
Кр=1,1
Ро = 60 * 1,1 = 66 кГ
Определяю мощность резания по формуле, кВт
Nрез=Nтаб*Kn*(n/1000) (36)
где, Nтаб - мощность резания по таблице
Кn - коэффициент, зависящий от обрабатываемого материала
Nтаб= 0,08 кВт
Kn= 1,1
N
6
Условие резания
Nрез<Nшп (37)
Nшп=1,2*Nдв* (38)
где Nдв - мощность электродвигателя станка, кВт
- коэффициент полезного действия станка
Nшп = 1,2 * 4,5 * 0,8 = 4,32 кВт
0,096 кВт < 4,32 кВт
Вывод: Так как мощность резания меньше мощности шпинделя, то резание возможно.
1.8 Расчет норм времени
Выполняю таблицу 10 определение штучного времени на токарном станке 1А616
Таблица 10 - Определение штучного времени на токарном станке 1А616
№ |
Приемы |
Основное время Тм мин |
Вспомог время Твсп инстр мин |
Время Твсп контроля мин |
Примечание |
1 |
Взять установить в 3-х Кулачковый патрон деталь |
|
0,45 |
|
|
2 |
Включить станок кнопкой |
|
0,02 |
|
|
3 |
Подвести инструмент к детали в ручную |
|
0,05 |
|
|
4 |
Включить подачу |
|
0,02 |
|
|
5 |
Обработать поверхность детали |
0,28 |
|
|
|
6 |
Выключить подачу |
|
0,02 |
|
|
7 |
Быстрый отвод инструмента или суппорта |
|
0,05 |
|
|
8 |
Выключить станок |
|
0,02 |
|
|
9 |
Открепить снять деталь |
|
0,36 |
|
|
10 |
Контроль детали ШЦ |
|
|
0,11 |
|
|
Итого |
0,28 |
0,99 |
0,11 |
|
Определяю оперативное время Топ, мин, по формуле
Топ=tм + tв (39)
где tм - основное время
tв - вспомогательное время
Топ=0,28+0,99+0,11 = 1,38 мин
Определяю время на организационно – техническое обслуживание Торг, мин, по формуле
Торг=(аорг+Топ)/100 (40)
где аорг - время на организационно – техническое обслуживание в процентах от основного
Торг=(4+1,38)/100=0,05 мин
Определяю время на отдых и личные надобности Тотл, мин, по формуле
Тотл=(аотл+Топ)/100 (41)
где аотл - время на отдых и личные надобности в процентах от основного
Тотл=(5+1,38)/100 = 0,06 мин
Определяю штучное время Тшт, мин, по формуле
Тшт=Топ(1+(аорг аотл/100)) (42)
Тшт=1,38 (1 + (4+5/100)) = 1,5 мин
Определяю подготовительно – заключительное время
Тпз.=10 мин
Определяю штучно калкуляционое время Тштк, мин, по формуле
Тштк = Тшт+(Тпз/n) (43)
где n - количество деталей в партии
Тштк=1,5+(10/42)=1,7 мин
Выполняю таблицу 11 определение штучного времени на вертикально-сверлильном станке 2А135.
Таблица 11 - Определение штучного времени на вертикально-сверлильном станке 2А135.
№ |
Приемы |
Осн. время Тм |
Всп. Время Твсп инстр мин |
Время Твсп контроля |
Примечание |
1 |
Взять установить в призмы с оправкой деталь |
|
0,13 |
|
|
2 |
Включить станок кнопкой |
|
0,02 |
|
|
3 |
Подвести сверло к детали Совмещая оси отверстия и сверла |
|
0,03 |
|
|
4 |
Включить подачу кнопкой |
|
0,02 |
|
|
5 |
Обработать поверхность детали |
0,09 |
|
|
|
6 |
Выключить подачу кнопкой |
|
0,02 |
|
|
7 |
Быстрый отвод инструмента или суппорта |
|
0,01 |
|
|
8 |
Выключить станок кнопкой |
|
0,02 |
|
|
9 |
Контроль детали |
|
|
0,2 |
|
|
Итого |
0,09 |
0,34 |
0,2 |
|
Определяю оперативное время Топ, мин, по формуле
Топ=tм + tв (44)
где tм - основное время
tв - вспомогательное время
Топ=(0,09*4)+0,34+0,2 = 0,9 мин на 1 отверстие (на 4 отверстия 3,6 мин)
Определяю время на организационно - техническое обслуживание Торг, мин, по формуле
Торг=(аорг*Топ)/100 (45)
где аорг - время на организационно - техническое обслуживание в процентах от основного
Торг=(4*3,6)/100=0,14 мин
Определяю время на отдых и личные надобности Тотл, мин, по формуле
Тотл=(аотл*Топ)/100 (46)
где аотл - время на отдых и личные надобности в процентах от основного
Тотл=(4*3,6)/100 = 0,14 мин
Определяю штучное время Тшт, мин, по формуле
Тшт=Топ(1+(аорг+аотл/100)) (47)
Тшт=3,6* (1 + ((4+4)/100)) = 3,88 мин
Определяю подготовительно - заключительное время
Тпз.=15 мин
Определяю штучно калкуляционое время Тштк, мин, по формуле
Тштк = Тшт+(Тпз/n) (48)
где n - количество деталей в партии
Тштк=3,88+(15/42)=4,23 мин
Расчет норм времени на оставшиеся операции произвожу по быстрым формулам и заношу в таблицу 12
Таблица 12 - Расчет норм времени оставшихся операций
Наименование операций |
То, мин |
Тшт.к., мин |
005 – Токарная оп. Точение: ТП 19 D=30
НЦП 14 D=30 L=44
НЦП 12 ТП 8 Сверлить ВЦП 26
Зенкер. ВЦП 26
|
То=0,000224*302=0,20
По расчету То=1,38
То=0,00075*36*20=0,54 То=0,000224*52=0,6 То=0,00056*13*104=0,7
То=0,00021*13*104=0,2 |
Тшт.к = 2,14*0,20=0,43
По расчету Тшт.к=1,7
Тшт.к=2,14*0,54=1,15 Тшт.к=2,14*0,6=1,2 Тшт.к=2,14*0,7=1,6
Тшт.к=2,14*0,2=0,6 |
010 - Токарная оп. Точение: НЦП 14
НЦП 12 ТП 8 Расточить: ВЦП 20 ВЦП 23 |
То=0,00175*30*44=2,3
То=0,00175*36*20=1,2 То=0,00011*52=0,2
То=0,00018*26*8=0,03 То=0,00018*18*40=0,1 |
Тшт.к=2,14*2,3=4,9
Тшт.к=2,14*1,2=2,6 Тшт.к=2,14*0,2=0,6
Тшт.к=2,2*0,03=0,08 Тшт.к=2,2*0,1=0,2 |
015 - Токарная оп. Точение: ТП 1
НЦП 3 ТП 4 НЦП 6 |
То=0,000224*44=0,4
То=0,00075*44*20=0,6 То=0,000224*52=0,6 То=0,00075*52*15=0,5 |
Тшк.к=2,14*0,4=0,9
Тшт.к=2,14*0,6=1,4 Тшт.к=2,14*0,6=1,4 Тшт.к=2,14*0,5=1,2 |
020-Токарная оп. Точение: НЦП 3
ТП 4 Зенкер. ВЦП 28
Разверт. ВЦП 26
|
То=0,00175*44*20=1,5
То=0,00011*52=0,2 То=0,00021*15*20=0,06
То=0,00436*13*36=2 |
Тшт.к=2,14*1,5=3,3
Тшт.к=2,14*0,2=0,4 Тшт.к=2,2*0,06=0,1
Тшт.к=2,2*2=4,4 |
025 – фрезерная оп. Фрезеровать шестигранник 6 |
То=0,0059*12*6=0,4 |
Тшт.к=2,2*0,4=0,9 |
030 – Сверлильная оп. Сверлить 4 отверстия 17
Зенкеровать ВЦП 17
|
По расчету: То=5,64
То=0,00021*4*6*4=0,02 |
По расчету: Тшт.к=6,44
Тшт.к=2,2*0,02=0,04 |
040 – Круглошли-фовальная оп. НЦП 14
|
То=0,002*30*44=2,6 |
Тшт.к=1,8*2,6=4,7 |
045-Внутришли-фовальная оп. ВЦП 26 ВЦП 23 ВЦП 20 |
То=0,0058*13*36=2,7 То=0,0058*18*48=5 То=0,0058*26*8=1,2 |
Тшт.к=2,2*2,7=5,9 Тшт.к=2,2*5=11 Тшт.к=2,2*1,2=2,6 |
050 –Токарная оп. Нарезание резьбы
|
То=0,00278*36*16=1,6 |
Тшт.к=2,14*1,6=3,4 |
Итого |
Тшт.к=0,43+1,15+1,2+1,6+0,6+4,9+2,6+0,6+0,08+0,2+0,9+1,4+1,4+1,2+3,3+0,4+0,1+4,4+0,9+4,7+5,9+11+2,6+3,4+1,7+6,44+0,04=63,14 мин
|
|