

2.5. Стягивание и посадка материала вдоль строчки при стачивании деталей на швейных машинах
Цель занятия. Выполняя практические задания, научиться диагностировать и устранять причины стягивания и посадки материала вдоль строчки при стачивании деталей на швейных машинах челночного стежка.
Оборудование, инструмент и материалы. Швейные машины 1022 М, 97 или фирмы Джуки». Набор игл, отвертки средние, образцы ткани размерами 50 х 250 мм (6 шт., попарно различных по толщине и плотности), нитки (2 бобины), лупа.
Методические указания
1. Выполните строчки на образце ткани и трикотажа различной толщины и плотности. Определите величину стягивания и посадки ткани вдоль линии строчки. Проверьте номера ниток и иглы, установку бобины игольной нитки и трассы заправки игольной и челночной ниток, величину натяжения верхней и нижней ниток, качество иглы.
2.Определите высоту установки стержня вместе с лапкой и давление прижимной лапки на ткань, качество полирования основания лапки и ее установку относительно зубчатой рейки.
3.Проверьте качество поверхности игольной пластины и заострения зубьев рейки, размеры основания прижимной лапки относительно величины зубчатой рейки. Исследуйте процесс проведения через игольную петлю челночной нитки: обведение вокруг шпуледержателя, прохождение нитки в пазу между пазом шпуледержателя и установочным пальцем и сход петли с носика накладного полукольца.
4.Выясните условия затяжки игольной нитки в стежке. По замеченным неисправностям осуществите регулировки в машине или замену ниток или иглы.
ИНФОРМАЦИОННЫЙ МАТЕРИАЛ
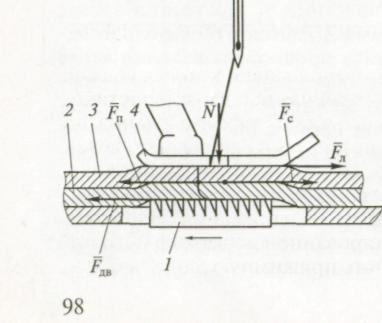
Общие сведения о причинах стягивания и посадки материала. Общей причиной посадки материала являются неодинаковые условия транспортирования нижних и верхних стачиваемых слоев ткани: нижний слой 2 ткани захватывается зубьями рейки F1B и перемещается на длину стежка, а верхний слой 3 притормаживается силой Ря, действующей со стороны основания 4 прижимной лапки.
Чем больше шероховатость основания 4 прижимной лапки и чем меньше силы сцепления Fc = F„ между слоями ткани, тем больше величина посадки строчки. Величина всех этих сил зависит от усилия N прижатия лапкой ткани. При большом усилии ткань продавливается между зубьями рейки и увеличивается величина посадки, а при малом происходит нестабильное перемещение ткани.
Общей причиной стягивания ткани вдоль строчки являются сжатие материала и фиксация данной деформации нитками. Сжатие материала может быть осуществлено при перемещении материала рейками или при затяжке ниток в стежке.
При формировании машинного стежка перемещение материала должно происходить без его задержки другими деталями или нитками. При формировании ниточного переплетения в стежке также нежелательно зажатие нитками материала на любом из этапов его формирования.
Подготовка машины к работе. Исследуйте образец ткани, предложенный для стачивания, по плотности и тангенциальному сопротивлению.
Подберите номер иглы под обрабатываемый материал с требуемой заточкой острия. Обратите внимание на соответствие ниток номеру иглы. Заправьте нитки в машину.
Исследование возможных причин посадки ткани вдоль строчки.
Измерьте длины верхнего lb и нижнего lпh слоев ткани до их стачивания. Выполните строчку на образце, состоящем из нижнего и верхнего слоев ткани. Измерьте длины верхнего lвп и нижнего lhп образцов ткани после их стачивания. Определите значения стягивания С1 и С2 вдоль линии строчки ткани при стачивании по следующим формулам, %:
С1= lb- lbп / lbп * 100 (1.1.)
С2= lbп- lнп / lнп * 100 (1.2.)
Проверьте, есть ли превышение допустимой величины посадки или стягивания, равное 2%.
Изучите работу машины в целях исследования причин посадки строчки на швейной машине. Диагностика причин посадки ткани на швейной машине выполняется в определенной последовательности, представленной на рис. 6.
Сначала проконтролируйте соответствие номера иглы принятой толщине и плотности обрабатываемого материала. Установите соответствие номеров ниток и иглы и соответствие плотности обрабатываемого материала типу заточки острия иглы.
Проверьте установку бобины игольной нитки на стойке и соосность оси бобины с вертикалью, восстановленной из нитенаправителя, правильность заправки игольной и челночной ниток в машине. Обратите внимание на недопустимость захлестывания игольной нитки за нитенаправители.
Удостоверьтесь в соответствии величины натяжения челночной нитки требуемой величине. Определите качество переплетения ниток, которое должно быть посередине стачиваемых материалов. Проверьте величину натяжения игольной нитки, обеспечивающую необходимую степень затяжки ниток в стежке (при раздвигании строчки поперек не должно быть просвета).
Установите качество лезвия и острия иглы (отсутствуют разрушения покрытия и заусенцы).
Проверьте высоту установки прижимной лапки, которая должна соответствовать данному параметру технической характеристики.
Проверьте, нет ли заусенец на зубьях рейки, качество полировки основания лапки. Для этого надо снять лапку и сопоставить подошву ее основания с образцами полированных деталей и при совпадении определить качество обработки основания.
Установите высоту подъема вершин зубьев рейки над поверхностью игольной пластины и ее соответствие толщине сшиваемых тканей. Проверьте качество поверхности покрытия игольной пластины и соответствие классу чистоты.
Особенно обратите внимание на отсутствие выступов крепежных винтов игольной пластины над ее поверхностью: на ней не должно быть заусенцев и выступов. Сверьте заострение зубьев рейки с эталоном рейки или исследуйте отсутствие сточенных зубьев в рейке.
Установите прижимную лапку на стержне и проверьте положение и размеры основания лапки относительно зубчатой рейки: боковые грани прижимной лапки параллельны направлению горизонтального перемещения рейки, а ее положение должно как можно полнее перекрывать перемещение рейки над игольной пластиной.


Проверка соответствия посадки
технологическим возможностям машины




 Соответствует
Соответствует
Проверка соответствия высоты подъема
прижимной лапки и усилия прижатия ткани
лапкой
 Соответствует
Соответствует
Проверка качества полировки основания
лапки
 Соответствует
Соответствует
Проверка соответствия высоты подъема
зубьев рейки и их величины
 Соответствует
Соответствует
Проверка отсутствия заусениц и выступов
на игольной пластине

Устранение неисправностей (замена,
исправление или регулировка)


Проверка качества строчки



![]()
Рис.6 Блок-схема алгоритма диагностики причин посадки строчки
Проверьте процесс проведения через игольную петлю челночной нитки. При обведении игольной петли вокруг шпуледержателя не допускается притормаживания или появления щелчков при ее сходе. При прохождении игольной нитки в пазу между шпуледержателем и установочным пальцем при отсутствии зазоров происходит задерживание выступом установочного пальца нитки, что увеличивает ее натяжение. При несвоевременном сходе игольной петли с носика накладного полукольца может увеличиваться ее натяжение. Проверьте затяжку игольной нитки в стежке. Установите этапы сматывания игольной нитки с бобины, ее прохождение через регулятор натяжения.
Устранение возможных причин стягивания и посадки ткани в образце. Диагностика причин стягивания ткани в швейной машине выполняется согласно алгоритму, представленному на рис. 4. При замеченных неисправностях иглы и дефектов ниток замените их. Установите иглу до упора и поверните выемкой к носику челнока.
Ошобки в трассе заправки игольной пластины установите при регулировке направителей и пвторной перезправке нитки. При захлестывании игольной нитки за нитенаправители заправьте нитки через все глазки нитенаправителя и за компенсационную пружину. При малом ходе компенсационной пружины увеличьте ее ход до 10 мм.
Несоответствие высоты установки прижимной лапки данному параметру технической характеристики ликвидируют регулировкой положения прижимной лапки по высоте. Если давление прижимной лапки на ткань не обеспечивает контроль ее положения под иглой или остаются следы воздействия от зубьев рейки, отрегулируйте давление прижимной лапки на ткань.
При наличии на основании прижимной лапки заусенец, выступов и выфрезерованных пазов зубьями рейки ее шлифуют на наждачном круге или с помощью наждачной бумаги и полируют основание шлифовальным кругом с пастой.
Когда высота подъема вершин зубьев рейки над поверхностью игольной пластины при соответствующей толщине сшиваемых тканей, не совпадает с рекомендуемой, регулируют рейки по высоте.
При низком качестве покрытия поверхности игольной пластины ее заменяют. Если крепежные винты игольной пластины выступают над ее поверхностью, их заменяют или винты или отшлифовывают.
При затуплении зубьев рейки ее заменяют. Для этого освобождают крепление игольной пластины, а затем зубчатой рейки. Удалив рейку с изношенными зубьями, устанавливают новую рейку, а затем игольную пластину.
Угловое положение прижимной лапки относительно зубчатой рейки регулируется после ослабления винта крепления кронштейна на стержне таким образом, чтобы боковые грани прижимной лапки были параллельны горизонтальному перемещению рейки.


Проверка соответствия величины
стягивания технологическим возможностям
машины
Не соответствует





Соответствует
Проверка трассы заправки ниток

Соответствует
Проверка натяжения челночной нитки

Соответствует
Проверка качества строчки и натяжения
игольной нитки

Соответствует
Проверка прохождения игольной петли
в челночном устройстве

Соответствует
Проверка условий перемещения ткани
(усилие прижатия, наклон рейки, наличие
заусениц и царапин на пластине лапки
и т.п.)

Соответствует
Проверка условий затягивания ниток в
стежке (диаграмма согласования подачи
и потребления игольной нитки)
Устранение неисправностей (замена,
исправление или регулировка)

Нет


Проверка качества строчки
Стягивание превышает 2%


![]()

Рис.8 Блок-схема алгоритма диагностики причин стягивания строчки
При задержке игольной петли в момент обведения ее вокруг шпуледержателя необходимо заменить челночное устройство. Если в момент прохождения игольной нитки в пазу между шпуледержателем и установочным пальцем происходит набор петель или сильное ее придерживание, то регулируют зазор между ними. При несвоеременном сходе игольной петли с носика накладного полукольца регулируют положение иглы по высоте и захват носиком челнока петли-напуска.
Выполните строчки на образце заданной толщины и плотности материалов. Проверьте наличие стягивания или посадки ткани вдоль строчки, используя уравнения (4.1 и 4.2).
Оформите отчет. В отчете необходимо представить:
1) наименование и цель выполнения занятия;
описание общих и частных причин стягивания и посадки ткани вдоль строчки на швейных машинах общего назначения;
таблицу причин посадки и стягивания ткани вдоль строчки в швейной машине челночного стежка и способов их устранения;
последовательность диагностики (поиска) причин посадки и стягивания
ткани вдоль строчки в швейной машине.
Таблица 5. Причины посадки и стягивания ткани вдоль строчки в швейной машине челночного стежка и способы их устранения
Причина |
Рекомендуемый параметр наладки |
Способ устранения |
|
|
|
Контрольные вопросы:
Какие ошибки в эксплуатации швейной машины могут привести к посадке или стягиванию материала при его стачивании на швейной машине?
Какая общая причина посадки материала при его стачивании на швейной машине?
Какая общая причина стягивания материала при его стачивании на швейной машине?
Как влияет увеличение натяжения ниток на величину стягивания материала?
Как влияет увеличение шероховатости основания прижимной лапки на величину посадки материала вдоль линии строчки?
Какие регулировки в механизмах двигателя ткани (узле прижимной лапки), иглы и челнока могут быть использованы для устранения возможных причин посадки и стягивания ткани вдоль строчки при захвате носиком челнока игольной петли?
7. Какие конструктивные дефекты рейки могут быть причиной посадки материала при его стачивании?