Часть 2
2.1 Исходные данные
-
№п\п
Станок 1
Станок2
Станок 3
1
420
300
60
2
480
240
300
3
0
180
120
4
180
0
0
5
360
60
300
6
120
480
420
7
240
240
540
8
180
540
300
9
300
60
240
10
480
120
120
11
420
180
480
12
60
180
480
13
540
120
0
14
540
540
0
15
180
60
540
Первое решающее правило: SPT (если время обработки детали на первом станке минимально, то деталь обрабатывается в первую очередь)
Второе решающее правило: LUP (если суммарное время обработки детали на всех станках минимально, то эта деталь обрабатывается первой)
2.2 Определение последовательности запуска по правилам
Первое правило: 3-12-6-4-8-15-7-9-5-1-11-2-10-13-14
Второе правило:
-
№п\п
Суммарное время обработки
Полученная последовательность
1
780
8
2
1020
10
3
300
2
4
180
1
5
720
5
6
1020
11
7
1020
12
8
1020
13
9
600
3
10
720
6
11
1080
14
12
720
7
13
660
4
14
1080
15
15
780
9
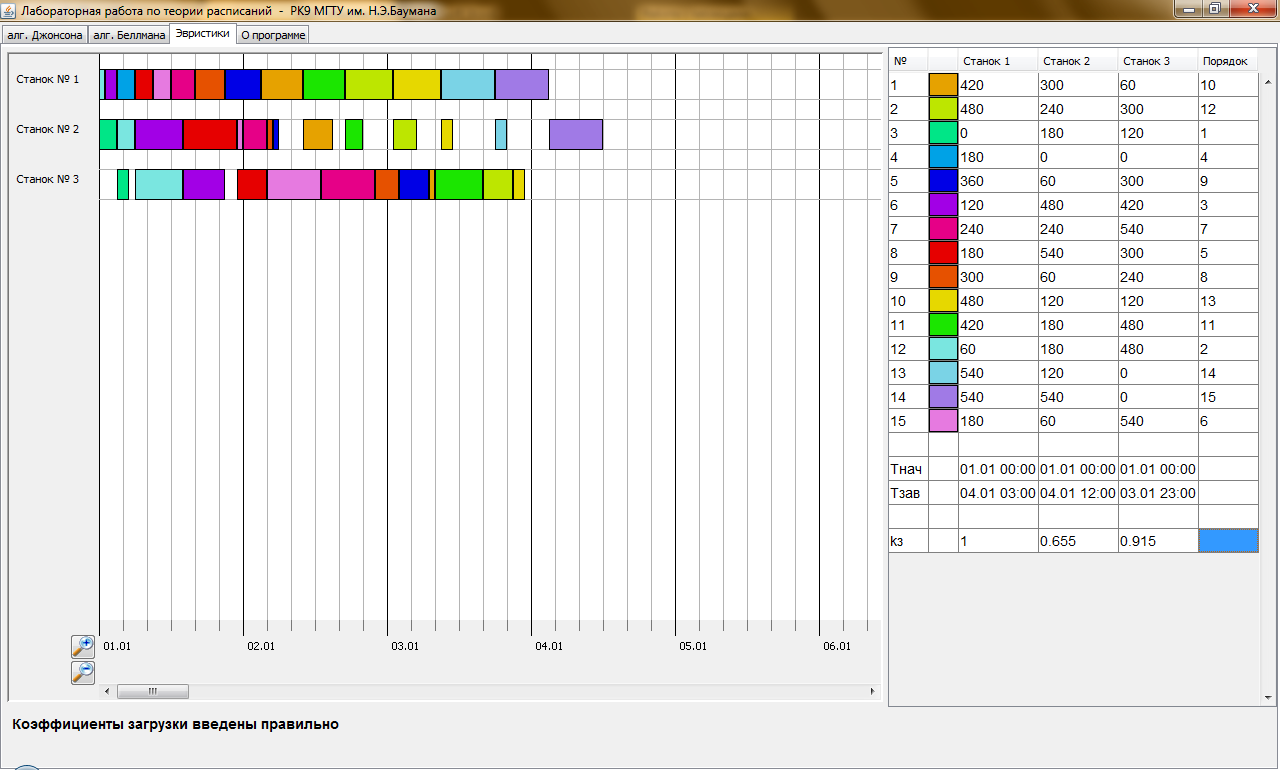
2.3 Результаты
№ п\п |
Послед-ть запуска |
Последовательность деталей |
Время Завершения обработки |
Загрузка Станка1 |
Загрузка Станка2 |
Загрузка Станка3 |
1 |
1ое правило |
3-12-6-4-8-15-7-9-5-1-11-2-10-13-14 |
84.00 |
1 |
55/84 |
65/71 |
2 |
2ое правило |
4-3-9-13-5-10-12-1-15-2-6-7-8-11-14 |
91.00 |
1 |
55/87 |
65/91 |