

4. Штангенинструменты
Штангенинструменты применяют для измерения линейных размеров, не требующих высокой точности, абсолютным методом.
К штангенинструментам общего назначения относятся: штангенциркуль, штангенрейсмус, штангенглубиномер (рисунки 10 а, б, в). Измерение в штангенинструментах основано на применении нониуса, который позволяет отсчитывать дробные деления основной шкалы. В настоящее время выпускают штангенинструменты с ценой целения нониуса 0,1; 0,05; 0,02 мм. Пределы измерения выпускаемых штангенинструментов: штангенциркулей – до 2000 мм; штангенглубиномеров – до 500 мм; штангенрейсмусов–до 1000 мм. Погрешность измерения штангенинструментов в диапазоне от 1 до 500 мм. составляет от 50 до 200 мкм.
Устройство нониуса и отсчет показаний
штангенинструментов
Нониус представляет собой линейку со шкалой, по которой отсчитывают дробные деления основной шкалы. Рассчитывают нониус следующим образом. По заданной длине деления основной шкалы "С", цене деления нониуса "i", числу делений основной шкалы, соответствующему одному делению шкалы нониуса (модуль нониуса) "g" определяют число делений нониуса “n", длину деления шкалы нониуса "b" и общую длину нониуса "L". Расчеты ведут по формулам
![]() ; (9)
; (9)
![]() ; (10)
; (10)
![]() . (11)
. (11)
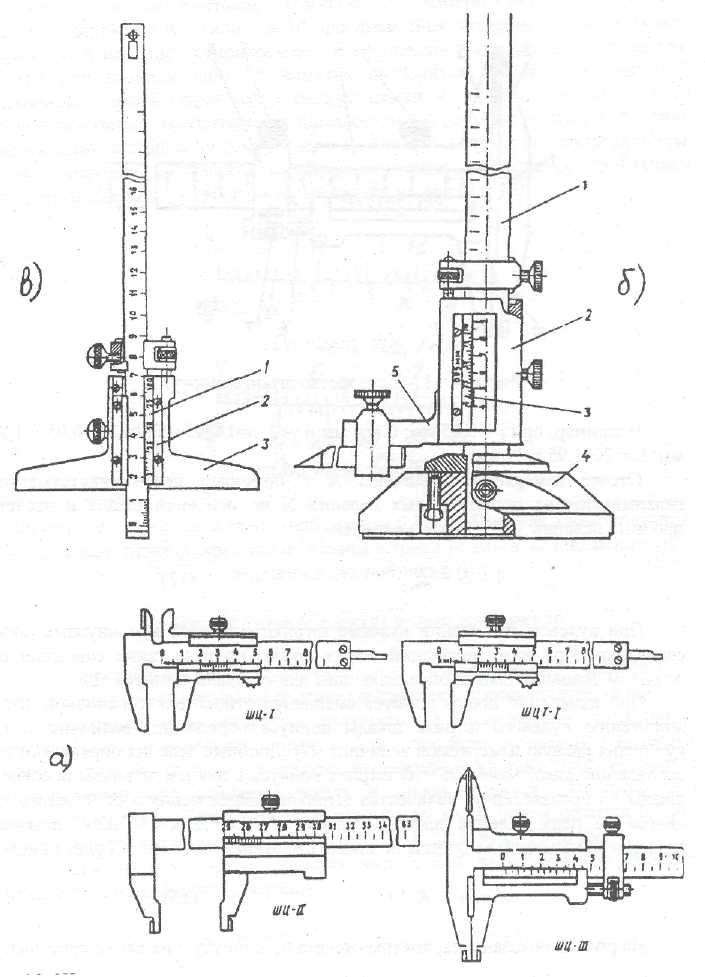
Рисунок 10 - Штангенинструменты: штангенциркули (а), штангенрейсмус (б), штангенглубиномер (в)
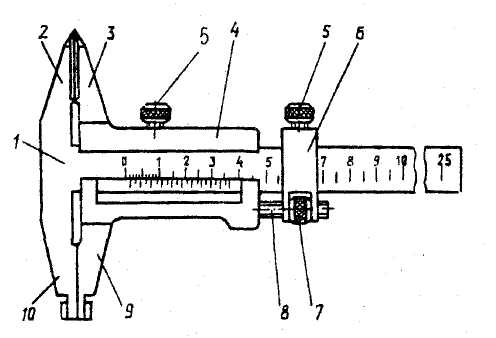
Рисунок 11 - Устройство штангенциркуля
Например, при i= 0,05 мм; С=1 мм. и g=2; n=1/0,05=20; b=2*1-0,05=1,95мм; L=20*1,95=39 мм.
Отсчет измеряемой величины А с помощью штангенинструментов складывается из отсчета целых делений N по основной шкале и отсчета дробных делений "Д" по шкале нониуса
![]() . (12)
. (12)
При нулевом положении нулевые штрихи основной и нониусных шкал совпадают. При этом последний штрих шкалы нониуса также совпадает со штрихом основной шкалы. определяющим длину шкалы нониуса «L».
При измерении шкала нониуса смещается относительно основной, и по положению нулевого штриха шкалы нониуса определяют величину этого смещения. равную измеряемой величине (N).Дробные деления определяют по совпадениюкакого – либо « К- го» штриха нониуса с любым штрихом основноц шкалы. на произведению количества штрихов шкалы нониуса от нулевого до "К–го" на цену деления шкалы нониуса "i", т.е. Д=K*i. Таким образом, значение измеряемой величины по шкале штангенинструментов будет равно
![]() . (13)
. (13)
На рисунке 12 показаны параметры отсчета по нониусу и их характеристика.
Измерение с помощью штангенциркуля
Измерения проводят следующим образом (рисунок 11). При отстопоренных винтах 5 и ослабленном хомутике 6 измерительные поверхности штангенциркуля 2 и 3 (или 9 и 10 при измерении внутренних поверхностей) приводят в неполное соприкосновение с поверхностями измеряемой детали. Затем при помощи винта 5 хомутик стопорится гайкой 7 и винтом 8 производят микрометрическую подачу рамки 4 с нониусом до полного соприкосновения измерительных поверхностей с деталью. В этом положении необходимо застопорить рамку 4 винтом 5 и снять отсчет со шкалы прибора. При измерении внутренних размеров к отсчету по нониусу прибавляют размер толщины двух губок, который указан на них (9 и 10).

Рисунок 12 - Нониусы с величиной отсчета 0,1 и 0,05 мм , их характеристика и примеры отсчета ( крестиком указаны штрихи нониуса, совпадающие со штрихом основной шкалы)
Проверка (аттестация) штангенциркуля
В производственных условиях все измерительные приборы и инструменты (по специальное графику) подвергают проверке (аттестации).
Аттестация штангенциркуля заключается в установлении погрешности его измерения и введения поправки. Для аттестации используют концевые меры длины. Размер блока концевых мер назначается так, чтобы проверить одновременно всю основную шкалу и шкалу нониуса. Например, для штангенциркуля с пределами измерения 0–150 мм и ценой целения 0,1 мм можно набрать блоки
концевых мер такие: 23,1; 58,3; 92,6; 125,8 мм.
Приняв размер блока концевых мер длины за эталон, погрешность измерения штангенциркулем равна
![]() , (14)
, (14)
где Xs–размер блока концевых мер длины, мм;
Х - показания штангенциркуля, мм.