

2. Инструментальные микроскопы
Инструментальные микроскопы всех типов относятся к группе оптико–механических приборов и предназначены для измерения линейных размеров в прямоугольных и полярных координатах, а также угловых размеров различных деталей, режущего и измерительного инструмента.
Наибольшее распространение в производственных лабораториях и цехах получили малый инструментальный микроскоп (ММИ) и большой инструментальный микроскоп (БМИ). Они позволяют измерять элементы профиля наружных резьб, углы, конусы, рабочие размеры шаблонов. В научно–исследовательских и поверочных учреждениях применяются универсальные микроскопы моделей УИМ–21 и УИМ–23, которые сходны по принципу работы с ММИ и БМИ, но имеют более высокую точность и шире диапазон измерений.
Основные технические и метрологические данные микроскопов ММИ и БМИ:
пределы измерений в продольном направлении –25 мм.
пределы измерений в поперечном направлении –25 мм.
пределы измерения угловых размеров –0–360о
цена деления шкалы линейных перемещений –0,005 мм.
цена деления угловых измерений –1о
С помощью микроскопов и концевых мер длины пределы измерения микроскопа ММИ в продольном направлении можно увеличить до 75 мм., а у микроскопа БМИ–до 150 мм.; в поперечном направлении у БМИ–до 75 мм.
Устройство и принцип работы микроскопов БМИ и ММИ
Несмотря на некоторые конструктивные отличия, оптическая схема и принцип измерения на микроскопах одинаковы.
Общий вид и схема хода лучей микроскопа приведена на рисунке 29.
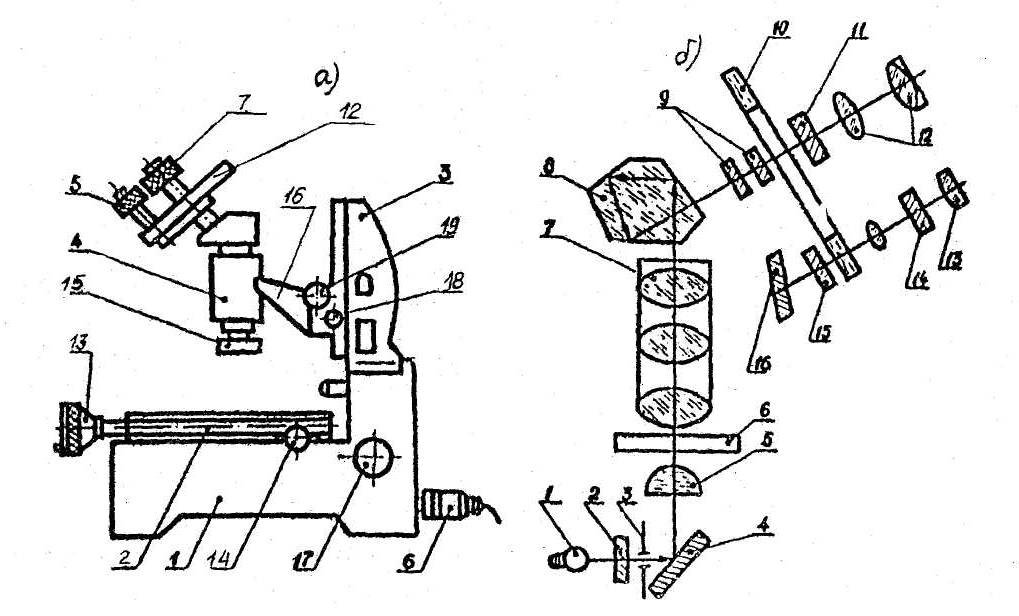
Рисунок 29 - Общий вид (а) и схема (б) оптики инструментального микроскопа ММИ
Пучок лучей (рисунок 29 б) от источника света 1, пройдя светофильтр 2 и диафрагму 3 попадает на зеркало 4 и, изменив направление на 90о, пройдя через конденсатор 5 и стекло предметного столика 6, освещает измеряемый объект А. Если предмет А прозрачный, то пучок освещает его отдельные элементы и поступает в микроскоп, а если непрозрачный, то в микроскоп попадают лучи идущие касательно к боковым поверхностям объекта, вследствие чего в поле зрения микроскопа наблюдается теневой контур объекта. Изображение объекта рассматривается в увеличенном виде через окуляр 12Микроскоп ММИ (рисунке 29 а) имеет чугунное основание 1, на котором установлены измерительный стол 2, стойка 3, тубус с угломерной и окулярной головкой 12 и кожух осветителя. Измерительный стол 2 может перемещаться в двух взаимно перпендикулярных направлениях с помощью микровинтов 13 и 14 и вокруг своей оси на ±10° в микроскопе ММИ и на 360° в микроскопе БМИ. Для предотвращения ударов стола о микрометрический винт в микроскопах ММИ и БМИ имеются амортизаторы в виде зубчатых часовых механизмов. На основании прибора установлена стойка 3 с кронштейном 16, на котором закреплен центральный микроскоп 4. Кронштейн 16 может смещаться по направлению колонки с помощью рукоятки 19 и закрепляется на требуемой высоте фиксатором 18. При этом осуществляется грубая фокусировка на проверяемую деталь. Точная фокусировка производится поворотом накатного кольца 15 объектива. Наклон колонки осуществляется с помощью маховичка 17. Угол наклона определяется по шкале, нанесенной на гильзе маховичка. Окулярная головка 12 предназначена для выполнения линейных и угловых измерений. Внутри головки имеется стеклянная пластинка со штриховой сеткой и круговая шкала, разделенная по окружности на 360о. Штриховая сетка наблюдается в окуляр 7 главного микроскопа (рисунок 11 а), а градусная и минутная шкала – в отсчетный угломерный микроскоп 5. . Измерение наружного и внутреннего диаметра резьбы микроскопами БМИ и ММИ. 1. Установить стойку 3 микроскопа (рисунок 29 а) с помощью маховика 17 и угломерную шкалу окулярной головки в нулевое положение. 2. Совместить штриховую линию окулярной сетки со впадинами (при измерении d1) или с вершинами (при измерении a) резьбы. 3. Произвести первый отсчет по микровинту 13 поперечного перемещения стола. Микровинтом 13 сместить стол в поперечном направлении до такого положения, при котором в поле зрения окуляра покажется другой край резьбы. 4. Совместить штриховую линию со впадинами (при измерении d1) или вершинами (при измерении a) резьбы и произвести второй отсчет по барабану микровинта 13. Разность показаний определяет внутренний (или наружный) диаметр резьбы.
Измерение шага резьбы
Для выявления накопленной ошибки шага DP резьбы производится измерение расстояния между одноименными сторонами профиля на определенном числе витков Рп. Для определения ошибки шага, возникшей в результате перекоса оси резьбы, измерения производят по правой (Рм прав) и левой (Рп лев) сторонам, а затем рассчитывают среднее значение Рп
![]() (25)
(25)
Измерение шага резьбы производят в следующем порядке:
1. Установить в центрах проверяемое резьбовое изделие так, чтобы под объективом находился его левый конец.
2. Маховичком 17 (рисунок 29 а) произвести наклон стойки микроскопа, чтобы получить резкое изображение правой и левой сторон резьбы
3. Подсчитать номинальный размер n шагов, который равен
![]() (26)
(26)
Измерить Рn шагов. Для этого штриховую линию окулярной сетки совместить с боковой стороной профиля резьбы (например, с левой) так, чтобы перекрестие оказалось на середине высоты профиля (рисунок 30). В таком положении произвести первый отсчет показаний по микровинту 14
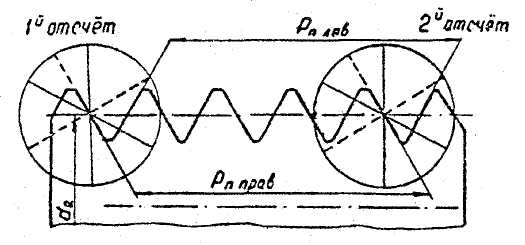
Рисунок30 - Измерение шага резьбы
4. Переместить стол с центрами в продольном направлении на n шагов до положения, при котором та же штриховая линия будет совпадать с левой стороной резьбы (рисунок 30). Произвести второй отсчет по микровинту 14.
Разность показаний микровинта при 2–х отсчетах по левым сторонам профиля дает измеренный размер Pn лев.
5. Измерить Рn по правым сторонам профиля резьбы в той же последовательности, что и по левым.
6. Вычислить по формуле (25) средний размер n шагов DР, величину диаметральной компенсации погрешности шага fp.
Измерение половины угла профиля
1. Установить угломерную шкалу окулярной головки на нуль градусов и нуль минут. При нулевом положении штриховой сетки одна из пунктирных линий направлена перпендикулярно оси резьбы, если не учитывать возможный перекос детали в центрах (рисунок 31 а)
2. Поворачивая сетку угломерной шкалы и смещая измерительный стоя с центрами, совместить штриховую линию с боковой стороной (рисунок 31 б или рисунок 31 в).
Снять отсчеты по угловой шкале отсчетного микроскопа. Значение угла a/2 равно разности показаний по угломерной шкале окулярного микроскопа в положении штриховой сетки, соответствующей рисунок 31 а и рисунок 31 б или рисунок 31 в (в зависимости от того, по какой стороне профиля производят измерение).Для учета ошибок возможного перекоса детали в центрах углы
 и
и
 в каждом сечении измеряют в нижней и
верхней частях резьбы, как показано на
рисунке 31.
в каждом сечении измеряют в нижней и
верхней частях резьбы, как показано на
рисунке 31.
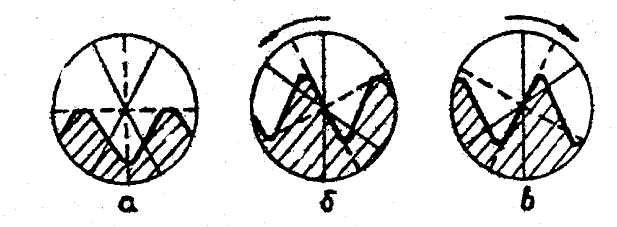
Рис. 31. Схема измерения половины угла профиля резьбы
По схеме, как показано на рисунке 32, измеряют углы a/2 (1), a/2 (2), a/2 (3), a/2 (4). Определяют значения и по формулам, указанным в бланке–отчете по лабораторной работе.
Сравнивая значения и с номинальной величиной
 (для метрической резьбы), определяют
погрешности половины угла профиля
и
(для метрической резьбы), определяют
погрешности половины угла профиля
и
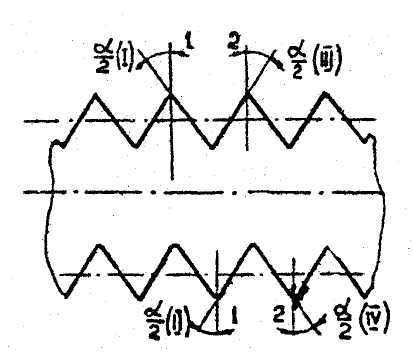
Рисунок 32 - Последовательность измерения половины угла
профиля резьбы
Определяют среднее значение Da/2 по формуле
 (27)
(27)
7. Вычисляют диаметральную компенсацию погрешностей половины угла профиля fa по формуле бланка–отчета
8. Производят расчет приведенного среднего диаметра резьбы и дают заключение о её годности.