

Мощность резания
![]()
Разрезание
Разрезание производится дисковыми и ленточными пилами, ножовками, абразвными кругами.
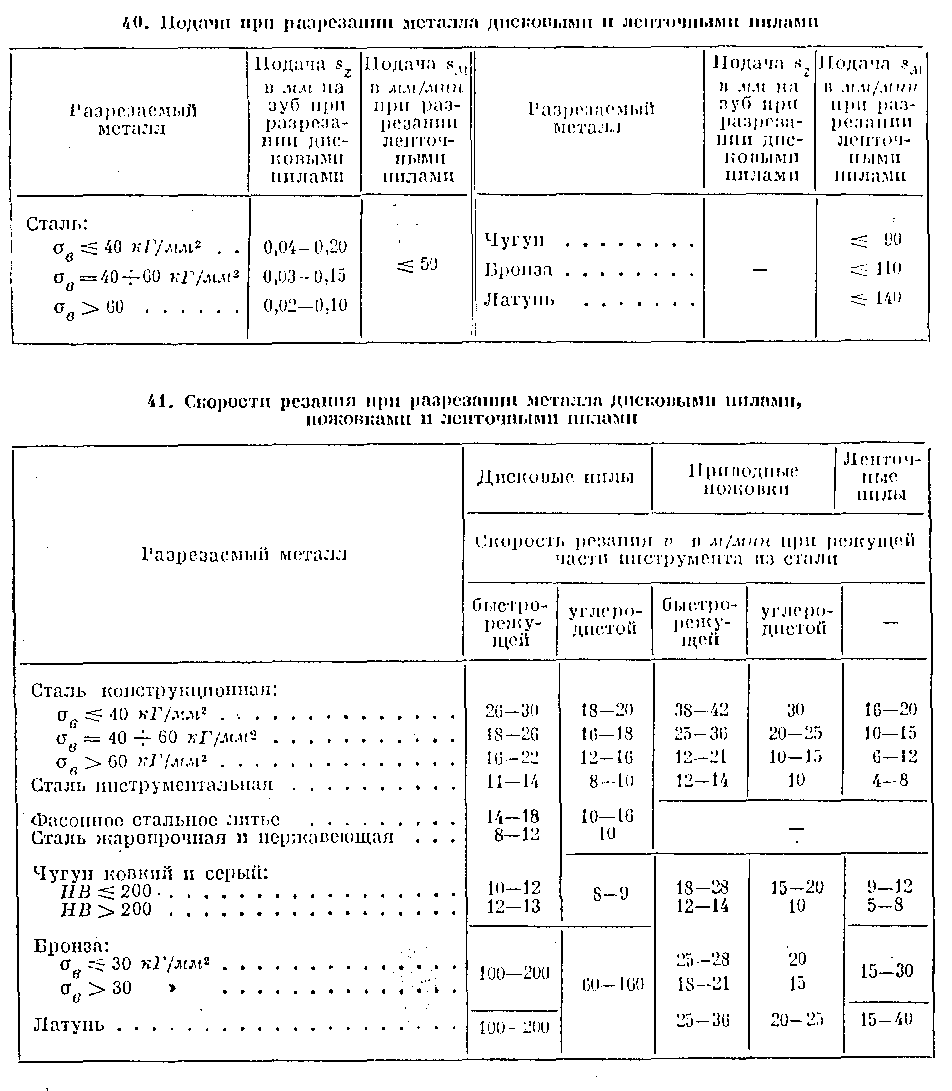
Подача. Для дисковых пил подача sz - устанавливаемая на один зуб, и для ленточных пил минутная подача sм приведены в табл. 40.
Скорость резания для дисковых пил, приводных ножовок и ленточных пил выбирают по табл. 41. Отрезание производят абразивными кругами на вулканитовой или бакелитовой связке, шириной 3-6 мм, зернистостью 50-25, твердостью СТ1-СТЗ при скорости резания 50-70 м/сек и подаче 135-150 мм/мин.
Нарезание резьбы
Глубина рсзания и подача. Нарезание резцами резьбы с шагом S <=2,5 мм производят но профильной схеме с радиальной подачей sp (рис. 7,а), с шагом S > 2,5 мм: черновые проходы – по генераторной схеме с боковой подачей sб, а чистовые – по профильной схеме (рис. 7,6).
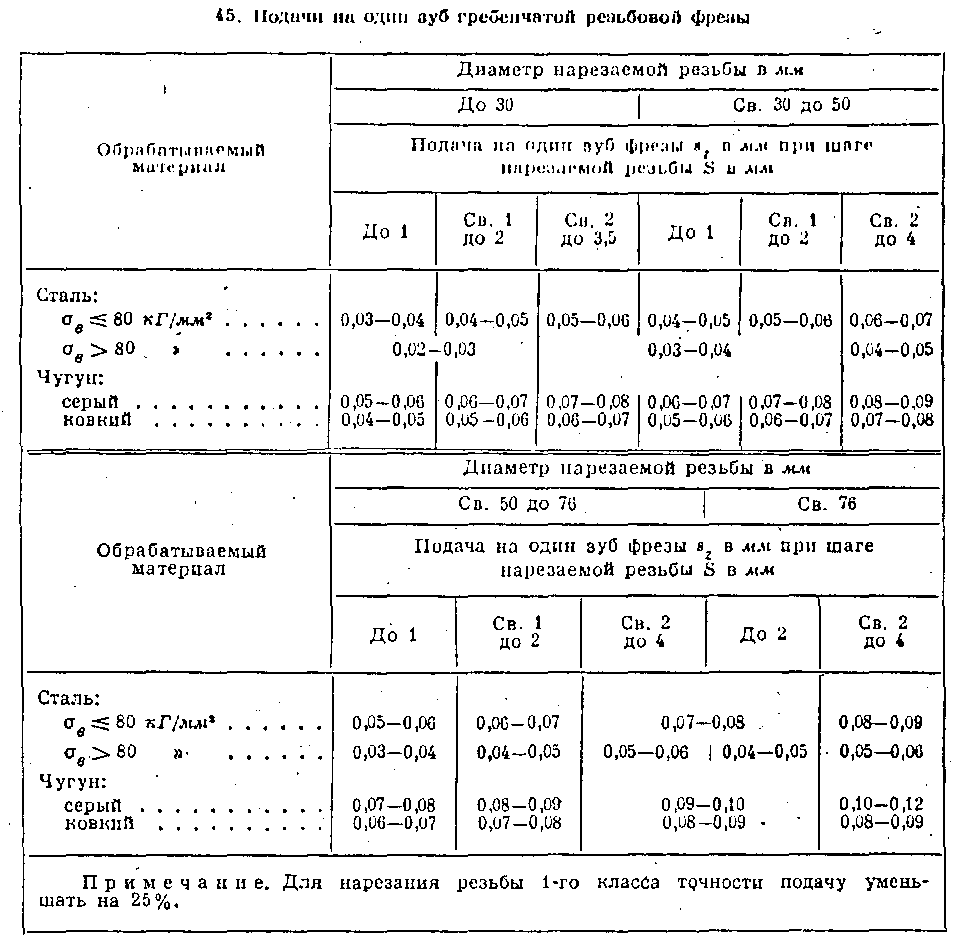
Величина поперечной (радиальной) подачи при нарезании резьбы резцами определяет глубину резания t, равную высоте резьбового профиля при нарезании резьбы за один проход или части его, соответствующей числу проходов i, необходимых для образования резьбы. Число проходов выбирают ио табл. 42 и 43. Величины подач sz на один резец при вихревом нарезании резьбы вращающимися головками приведены в табл. 44, а на один зуб резьбовой гребенчатой фрезы – в табл. 45.
Подачу sz на один зуб дисковой фрезы при нарезании трапецеидальной резьбы принимают равной 0,03 мм для резьб 2-го класса и 0,06 мм для резьб 3-го класса точности. Метчики, плашки и резьбовые головки работают с самоподачей.
Скорость резания. При нарезании крепежной резьбы резцами с пластинками из твердого сплава скорость рсзания вычисляют по формуле
![]()
при нарезании крепежной и трапецеидальной резьбы резцами из быстрорежущей стали на токарных станках – по формуле
![]()
при вихревом нарезании метрической и трапецеидальной резьбы твердосплавными резцами во вращающихся головках – по формуле
![]()

Рис. 7. Схема образования резьбового профиля резцом: а – по профильной схеме резания; б – по генераторной схеме рсзания.
Значения коэффициента Сv и показателей степени см. в табл.8. Общий поправочный коэффициент на скорость резания, учитывающий отличные от табличных условия резания:
Кv = Кмv Кuv Кcv
где Кмv – коэффициент, учитывающий качество обрабатываемого материала (см. табл. 9-13); Кuv – коэффициент, учитывающий материал режущей части инструмента (см. табл. 15); Кcv – коэффициент, учитывающий способ нарезания резьбы, берется равным 1,0, если резьба нарезается черновым и чистовым резцами, и равным 0,75, если резьба нарезается одним чистовым резцом.


При нарезании резьбы с ограниченным выходом резца (в упор) и необходимости при этом ручного отвода резца скорость резания рассчитывают по формуле
![]()
где D – номинальный диаметр резьбы в мм, f – ширина выточки для выхода резца в мм; S – шаг нарезаемой резьбы в мм; τ – время на отвод резца и переключение станка на обратный ход, равное 0,01-0,04 мин.
Скорость резания при нарезании метрической резьбы метчиками, круглыми плашками или резьбовыми головками рассчитывают по формуле
![]()
а при иарезании резьбовыми гребенчатыми фрезами – по формуле
![]()
Постоянная Сv, показатели степени и средние значения периода стойкости Т для различных инструментов приведены в табл. 40.
Данные о стойкости ориентировочные, так как обычно её рассчитывают по скорости. Скорость резания устанавлииают, имея в виду, что качественная резьба может быть получена нарезанием плашками со скоростью V не более 4 м/мин, а винторезными головками – не более 14-16 м/мин. Наиболее производительное и экономичное нарезание резьбы метчиками и гребенчатыми резьбовыми фрезами достигается при максимальных скоростях резания, допускаемых быстроходностью и мощностью оборудования.

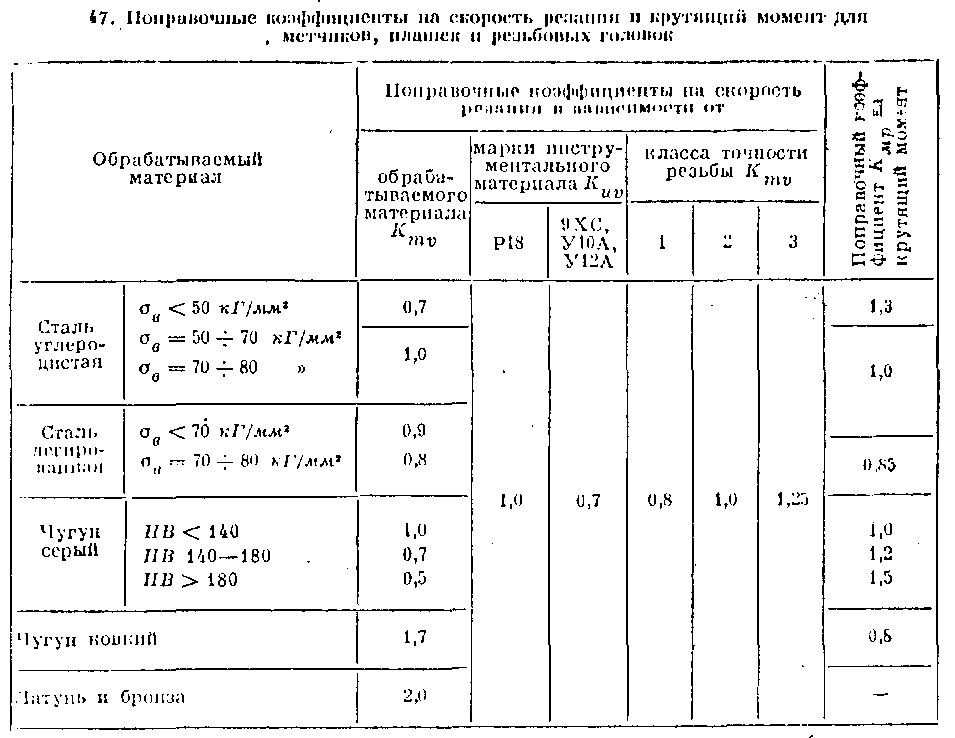
Поправочный коэффициент Кv = Кмv Кuv Ктv, где коэффициенты Кмv, Кuv и Ктv учитывают обрабатываемый и инструментальный материалы и точность нарезаемой резьбы соответственно их значениям, приведенным в табл. 47.
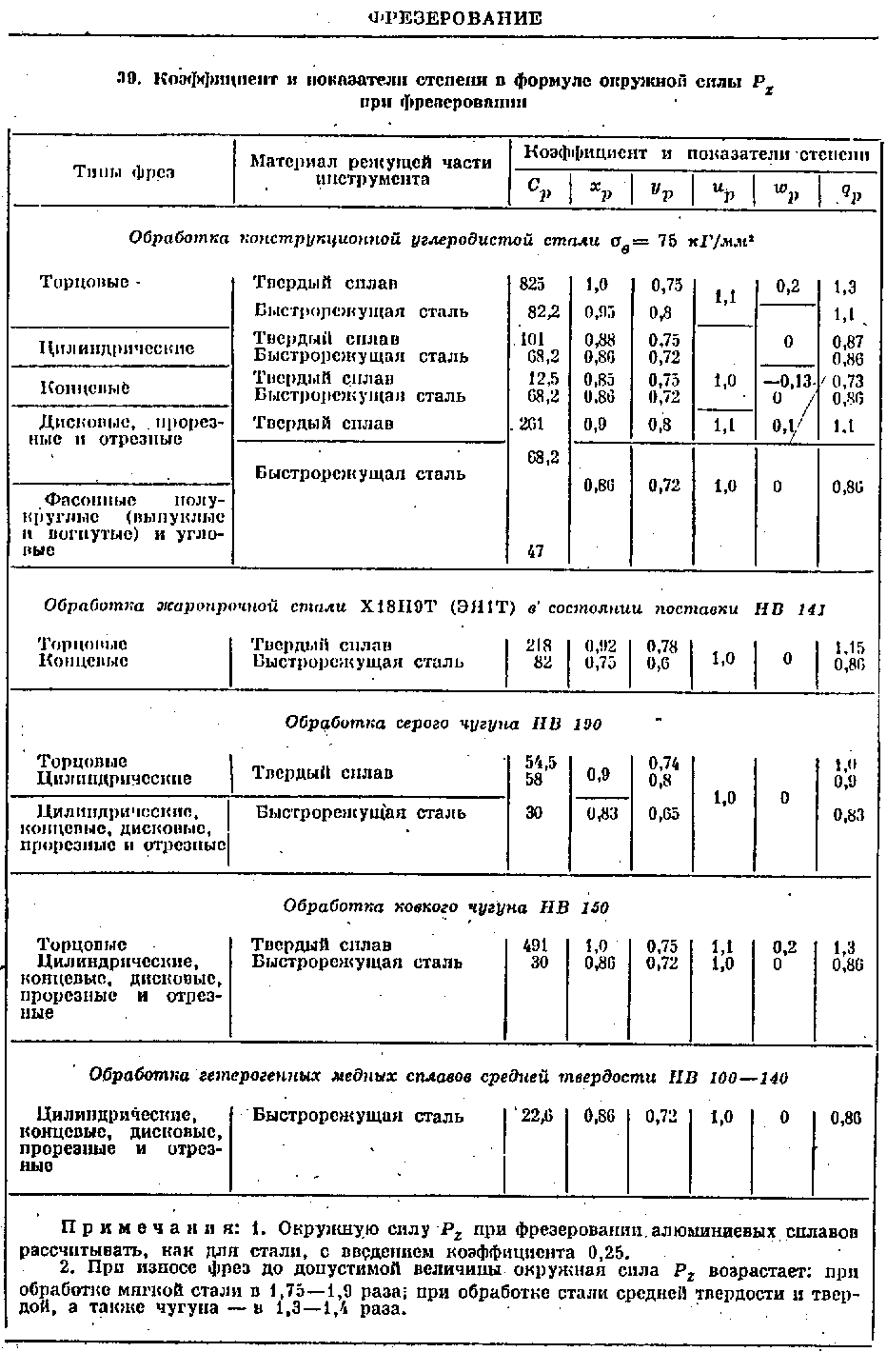
Силы и мощность резания. Тангенциальную составляющую силы резания для твердосплавных резьбовых резцов при нарезании резьбы по стали и чугуну определяют по формуле
![]()
где Ср – постоянная для стали и чугуна, устанавливаемая как и показатели степени из табл. 20, а число проходов i в зависимости от шага резьбы S в мм – из табл. 42. Поправочный коэффициент Кр=Кмр, учитывающий качество обрабатываемого материала, вычисляют по формулам, приведенным в табл. 21.
Мощность при нарезании резьбы вычисляют по формуле
![]()
При нарезании резьбы метчиками, плашками и резьбовыми головками крутящий момент рассчитывают по формуле
![]()
где D - номинальный диаметр резьбы в мм; S – шаг резьбы в мм.
Значения постоянной См и показателей степени приведены в табл. 46, а значения поправочного коэффициента Кр = Кмр, учитывающего качество обрабатываемого материала – в табл. 47.
Мощность резания рассчитывают по формуле
![]()
![]()
При вихревом нарезании резьбы за один проход вращающейся головки мощность резания определяют ио формулам:
для треугольной резьбы
![]()
дли траиецсидальиой резьбы
![]()
При нарезании резьбы за несколько проходов, а также при нарезании нестандартной резьбы рассчитанную мощность следует умножать на отношение фактической лысоты профиля, срезаемой за один ироход, к высоте резьбы ио ГОСТу.