

7. Газовые резаки для ручной резки.
Резаки служат для выполнения газовой резки металла.
В процессе выполнения газовой резки резак выполняет следующие функции:
- смешение горючего газа с кислородом;
- подогрев металла по линии реза образующимся подогревающим пламенем;
- подача струи кислорода в зону резки.
Резаки можно классифицировать:
- по виду резки: для разделительной и поверхностной резки (строжки);
- в зависимости от применяемого горючего газа: ацетиленовые и пропановые;
- по принципу действия: инжекторные и безинжекторные;
- по назначению: ручные, машинные и специальные резаки.
Наибольшее применение нашли универсальные резаки для ручной разделительной резки.
Они могут быть инжекторными и безинжекторными.
Универсальные резаки обеспечивают резку металла толщиной 3 – 300 мм.
Принцип работы резаков аналогичен горелкам, однако в отличие от горелок резаки имеют дополнительный канал для подачи режущего кислорода.
Инжекторный резак состоит из газоподводящих трубок с ниппелями, рукоятки, корпуса с вентилями, узлом инжекции и камерой смешения, каналами подогревающей смеси и режущего кислорода, головки и выходного наконечника.
Выходные наконечники служат для формирования горючей смеси и струи режущего кислорода.
В резаках чаще всего применяют разборные наконечники, состоящие из внутреннего и наружного мундштука, которые ввертываются в головку или присоединяются к головке накидной гайкой..
По центральному отверстию внутреннего мундштука подается струя режущего кислорода.
По кольцевому зазору между внутренним и наружным мундштуком поступает горючая смесь для подогревающего пламени.
Для резки металла разной толщины требуется разная мощность подогревающего пламени и разный расход режущего кислорода.
Поэтому резаки комплектуются набором сменных наконечников, которые отличаются разными размерами выходных отверстий.
Чем больше размеры выходных отверстий наконечников, тем большую толщину металла резак способен разрезать.
Как правило, на каждом наконечнике выбита толщина металла, разрезаемого данным наконечником и требуемое давление режущего кислорода.
- 16 -
Схема инжекторного резака для ручной разделительной резки приведена на рис. 19. .
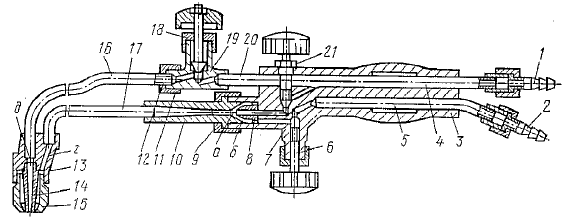
Рис. 19. Схема инжекторного резака для ручной резки:
а) канал кислорода; б) канал ацетилена; г) канал горючей смеси; д)канал режущего кислорода;
1 – входной ниппель кислорода; 2 – входной ниппель ацетилена; 3 – рукоятка; 4 – кислородная трубка; 5 – ацетиленовая трубка; 6 – ацетиленовый вентиль; 7 – корпус резака; 8 – инжектор; 9 – накидная гайка; 10 – смесительная камера; 11 – накидная гайка; 12 – ниппель трубки режушего кислорода; 13 – головка; 14 – внутренний наконечник; 15 – наружный наконечник; 16 – выходная трубка режущего кислорода; 17 – трубка горючей смеси; 18 – вентиль режушего кислорода; 19 – корпус вентиля режущего кислорода; 20 – входная трубка режущего кислорода; 21 – кислородный вентиль.
В безинжекторных резаках отсутствует инжекторный узел и камера смешения.
Смешение кислорода и горючего газа для образования подогревающего пламени происходит непосредственно в наконечнике.
Поэтому наконечники для безинжекторных резаков имеют большую длину, чем у инжекторных резаков.
Один и тот же безинжекторный резак, как правило, можно использовать для резки на ацетилене и на пропане.
При смене газа необходимо заменить только наконечники.
Безинжекторные резаки более просты и надежны в эксплуатации, однако они менее защищены от обратного удара и, как правило, требуют применения средств безопасности.
Подача режущего кислорода в наконечник может осуществляться как с помощью отдельного вентиля, так и с помощью рычажного клапана, которые устанавливаются на канале режущего кислорода.
Для обеспечения правильной эксплуатации резаков необходимо:
- проверять герметичность всех узлов резака;
- проверять работу инжекторного узла (для инжекторных резаков);
- проверять состояние наконечников и вентилей резака;
- правильно зажигать и гасить резак;
- не допускать перегрев резака в процессе резки;
- предохранять резак от повреждений.
- 17 -
Порядок зажигания резака:
- установить на редукторах рабочее давление кислорода и горючего газа;
- слегка открыть вентиль подогревающего кислорода;
- открыть примерно на 1/3 часть вентиль горючего газа;
- в течении нескольких секунд дать возможность вытекания горючей смеси в окружающий воздух;
- поджечь горючую смесь и отрегулировать подогревающее пламя с помощью вентилей;
- открыть вентиль или клапан режущего кислорода резака;
- произвести дополнительную регулировку подогревающего пламени при включенном режущем кислороде.
- закрыть режущий кислород.
Порядок гашения резака:
- перекрыть подачу режущего кислорода с помощью вентиля или клапана резака;
- закрыть вентиль горючего газа;
- закрыть вентиль подогревающего кислорода;
- перекрыть подачу кислорода и горючего газа на редукторах;
При перегреве резака, на что указывает появление хлопков подогревающего пламени, необходимо погасить пламя, перекрыть подачу горючего газа и при включенном кислороде охладить резак в ведре с чистой водой.
При отсутствии ведра с водой закрыть полностью резак и охладить его до температуры окружающей среды естественнным образом.
В процессе работы газорезчик должен постоянно следить за состоянием выходных отверстий наконечника и предохранять их от повреждения.
Повреждение поверхности выходных отверстий наконечника может привести к ухудшению качества резки.
Торцевую часть наконечника резака необходимо регулярно очищать от нагара и брызг.
Канал режущего кислорода должен при необходимости очищаться от загрязнений с помощью специальных иголок.