

4. Разрезаемый металл не должен обладать слишком высокой теплопроводностью.
В металлах, обладающих высокой теплопроводностью, поступающее тепло интенсивно отводится от места резки и процесс резки или не начнется или будет прерываться.
Это относится к таким металлам, как медь и алюминий.
Всем перечисленным условиям полностью отвечают нелегированные и низколегированные конструкционные стали.
3. Способность сталей к резке.
При оценке способности сталей к резке необходимо учитывать наличие углерода, хрома, молибдена и ванадия, повышающих склонность стали к закаливаемости.
В процессе резки сталей, склонных к закалке, на поверхности реза возникают закаленные участки, обладающие повышенной твердостью и хрупкостью.
Закаленные участки плохо подвергаются механической обработке и могут служить причиной образования трещин на поверхности реза.
Способность конструкционных сталей подвергаться резке оценивается с помощью эквивалента углерода по формуле:
Ce = C + Mn/6 + Cr/5 + Mo/4 + V/4
Стали, имеющие эквивалент углерода не более 0,4, поддаются газовой резке без ограничений.
При большем значении эквивалента углерода стали толщиной более 50 мм требуется разрезать с предварительным подогревом линии реза.
При эквиваленте углерода более 1,0, как правило, применяются другие способы резки.
4. Виды резки.
Кислородная резка относится к группе процессов термической резки.
В эту группу наряду с кислородной резкой входят:
- кислородно – флюсовая резка;
- плазменная резка;
- воздушно – дуговая резка;
- лазерная резка.
В месте с этим, кислородная резка является наиболее распространенным способом резки.
Резка может быть разделительной и поверхностной.
При разделительной резке образуется разрез металла на всю толщину.
При поверхностной резке обрабатывается только поверхность металла.
Разделительная резка может быть заготовительной и чистовой.
После выполнения заготовительной резки поверхность реза подвергается последующей обработки.
Ручная кислородная резка во многих случаях является заготовительной резкой.
- 3 -
5. Режимы ручной разделительной газовой резки.
Основными показателями режима кислородной резки являются:
- вид горючего газа;
- мощность подогревающего пламени;
- давление режущего кислорода;
- расход режущего кислорода;
- скорость резки.
Все эти показатели связаны с толщиной разрезаемого металла.
Вид горючего газа.
При газовой резке происходит подогрев металла только до температуры горения, поэтому могут использоваться все горючие газы.
Однако газы, имеющие более низкую температуру пламени, требуют большего времени на подогрев металла перед резкой.
Ацетилен обеспечивает получение пламени с самой высокой температурой.
Поэтому нагрев металла в начале резки с использованием ацетиленового пламени происходит значительно быстрее, чем с использованием других горючих газов.
Однако при резке металла большой толщины и длинных резов относительные потери времени не так велики, поэтому горючие газы – заменители, имеющие более низкую стоимость, также широко применяются при газовой резке.
Ацетиленовое пламя наиболее эффективно использовать при газовой резке тонкого металла и в случае большого количества коротких резов, требующих подогрева детали.
Мощность подогревающего пламени.
Мощность подогревающего пламени выбирается в зависимости от толщины разрезаемого металла.
При резке сталей используется нормальное пламя.
Мощность пламени определяется номером наружного наконечника.
При ручной резке обычно используется 2 номера наружного наконечника:
– для металла толщиной не более 50 мм;
- для металла толщиной 50 – 200 мм.
Давление режущего кислорода.
Давление режущего кислорода выбирается в зависимости от толщины разрезаемого металла.
Величина давления режущего кислорода указывается на наружном наконечнике, выбираемом в зависимости от толщины разрезаемого металла.
Чем больше толщина металла, тем больше должно быть давление режущего кислорода.
Расход режущего кислорода.
Расход режущего кислорода должен быть достаточен для окисления линии реза.
Расход кислорода зависит от величины давления режущего кислорода и диаметра отверстия внутреннего мундштука, которые выбираются в зависимости от толщины металла.
Давление горючего газа.
Даление горючего газа устанавливается в пределах 0,5 – 1,0 бар в зависимости от толщины металла.
Чем больше толщина металла, тем больше давление горючего газа.
- 4 -
Скорость ручной резки.
Скорость резки должна соответствовать скорости окисления металла.
При малой скорости происходит плавление верхней кромки реза, а при большой скорости образуются не прорезанные участки и возможно нарушение непрерывности резки.
На практике необходимую скорость резки можно определить по направлению потока искр и шлака при резке (рис.1).
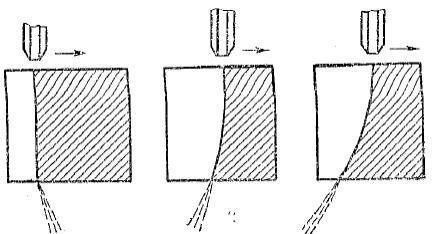
a) b) c)
Рис.1. Направление потока искр и шлака при газовой резке:
а) скорость резки мала; b) оптимальная скорость резки; с) скорость резки велика.