

5 Материалы необходимые для курсового проекта
5.1 Служебное назначение детали
Деталь– «Клеть ключа эккель» (рисунок 5.1) относится к классу корпусных деталей, и служит для координирования, и соединения других элементов.
В качестве исходной заготовки в технологическом процессе используется материал марки Сталь 40ХН. Масса заготовки 0,68 кг.
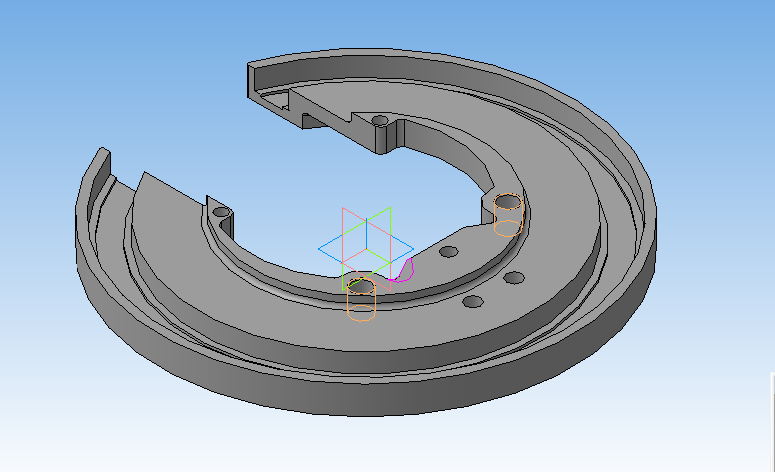
Рисунок 5.1 – Общий вид детали
5.2 Технологический контроль чертежа
Изучение чертежа детали показало:
1) Представленный чертёж содержит достаточное количество видов, разрезов для однозначного понимания конфигурации детали;
2) Наличие размеров указанных на чертеже в достаточной мере даёт представление о конструкции детали;
3) Шероховатость поверхностей указана с учетом условий работы детали в сборочной единице;
4) Отверстия выполнены по 7 квалитету точности.
Чертеж детали также содержит сведения о: материале детали – Сталь 40хн, , покрытие Ц9Хр, а так же другие технические требования относящиеся к штамповке.
Анализ требований к изготовлению детали
Актуализация чертежа была сделана в соответствии с действующими стандартами по оформлению конструкторской документации.
5.3 Отработка конструкции детали на технологичность
Требования технологичности конструкции корпусных деталей с учетом особенностей их обработки на многоцелевых станках могут быть рассмотрены с позиции создания благоприятных условий обработки плоскостей и отверстий. Для отработки конструкции детали на технологичность применяется метод качественной сравнительной оценки . Отработка на технологичность показывает что:
Конструкция детали обеспечивает высокую прочность и жесткость ее крепления при обработке, и возникающие силы резания не вызовут деформаций нарушающих точность обработки.
Исходя из позиции механической обработки, обрабатываемые поверхности, с точки зрения доступности точности и частоты не представляют значительных технологических трудностей и имеют возможность механической обработки с использованием прогрессивных режимов резания.
Геометрическая форма обрабатываемых элементов детали соответствует правильной геометрической фигуре.
Крепежные отверстия максимально нормализованы, стандартной формы и их номенклатура — минимальна.
Данный качественный анализ конструкции детали– «Крышка», позволяет сделать вывод, что деталь достаточно технологична и не требует конструкционных изменений.
5.4Выбор исходной заготовки
5.4.1 Определение вида исходной заготовки
Выбор вида исходной заготовки в значительной мере предопределяется конструкцией детали, ее материалом, а также характером производства
Выбор вида исходной заготовки в значительной мере предопределяется конструкцией детали, ее материалом, а также характером производства.
Деталь– «Клеть ключа эккель» представляет собой корпусную деталь цилиндрической формы. Материалом изготовления детали является Сталь 40хн (Гост 4543-7, обладающая повышенной динамической вибраций. Следует учесть, что в среднесерийном производстве обычно используются станки с ЧПУ, где заготовка должна быть точной или высокоточной и, как правило, относительно дорогой. Поэтому принимая во внимание тип производства, сложность конфигурации детали, требуемую точность получаемой заготовки, качество её поверхностей и материал детали, в качестве исходной заготовки целесообразно выбрать штампованную поковку.
5.4.2 Выбор метода изготовления исходной заготовки
Основной вид штамповки в среднесерийном производстве – это объемная штамповка. Объемная штамповка является современным высокопроизводительным и относительно дешевым процессом изготовления заготовок, широко распространенным в машиностроении. По сравнению с ковкой штамповка обеспечивает получение поковок с высокой точностью размеров. Она позволяет заметно уменьшить расход металла (до 40 % от массы детали). Объемная штамповка обеспечивает получение поверхности высокого качества, при этом отпадает необходимость последующей обработки резанием всей поверхности детали, резанием обрабатывают лишь те поверхности, которые в процессе работы, соприкасаются с другими деталями. Штамповка также обеспечивает получение деталей весьма сложной формы, во многих случаях недостижимой в условиях ковки без припусков. В зависимости от оборудования и от степени сложности формы заготовки имеются следующие виды объёмной штамповки: штамповка на молотах и прессах (ограничена возможность извлечения заготовки из штампа); штамповка (высадка) на горизонтально-ковочных машинах (ГКМ); штамповка на калибровочных кривошипных прессах (ККШП); и т.д. /4, стр.112, табл. 4,7/. В зависимости от типа штампа штамповка подразделяется на следующие виды: в открытых штампах; в закрытых штампах; в штампах для выдавливания.
Штамповка в закрытых штампах более рациональна, так как обеспечивает высокий коэффициент использования материала, более высокую точность и качество поковок, но для использования этого метода необходимы более точные объемы исходного материала, что усложняет задачу получения заготовки, поэтому используем штамповку в открытых штампах. Это наиболее рациональный метод для мелкосерийного производства.
Таким образом, целесообразнее выбрать штамповку в открытых штампах на калибровочных кривошипных прессах
5.4.3 Определение конфигурации исходной заготовки
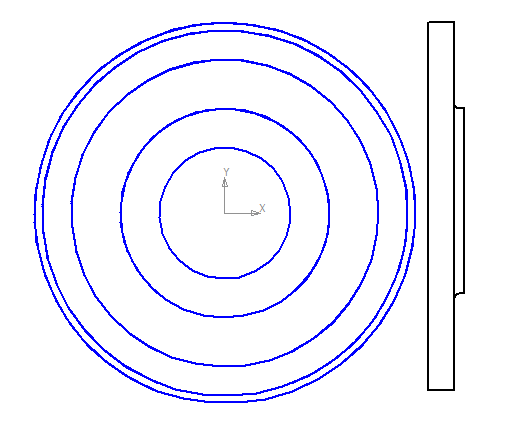
Рисунок 5.2 – Конфигурация заготовки