

1.3.3 Основные операции технологического процесса получения отливок
Технологический процесс получения отливок в разовых песчано-глинистых формах состоит из следующих основных операций:
1. Изготовление литейных форм.
2. Изготовление стержней.
3. Приготовление расплава.
4. Сборка литейной формы.
5. Заливка литейной формы жидким металлом.
6. Охлаждение отливок.
7. Выбивка отливок и стержней.
8. Обрубка и зачистка отливок.
9. Очистка отливок.
1.3.4 Технологичность литых деталей
Технологичность литой детали – это конструктивные особенности детали, при которых максимально обеспечиваются требования литейной технологии и технологии механической обработки с минимальными затратами.
Литым деталям следует придавать обтекаемую, форму, простую конфигурацию без резких изменений толщины стенок и разветвлений внутренних полостей, затрудняющих заполнение формы металлом.
Резкие переходы от тонких стенок к толстым ведут к появлению внутренних напряжений, короблению, образованию трещин.
Прочность литой детали зависит от свойств металла и от качества отливки. На рисунке 1.4, а показаны случаи местного скопления металла, вызывающего образование раковин 1. При применении холодильников 2 (рис. 1.4, б) или изменении конструкции (рис. 1.4, в) усадочные пустоты отсутствуют.
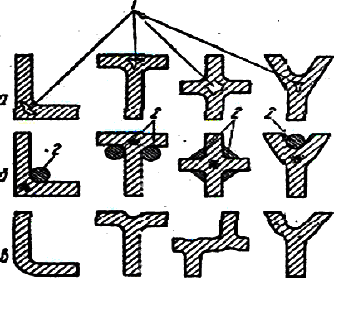
Рисунок 1.4 – Местные скопления металла:
1.3.5 Разработка технологии получения отливки
Разработка технологии получения отливки начинается с изучения чертежа и конструкции детали, в зависимости от которой необходимо выбрать: способ формовки; расположение отливки в форме; плоскость разъема модели и формы; количество стержней; место подвода металла в полость формы; конструкцию и размеры литниковой системы; размеры опок.
Способ формовки зависит от конфигурации литой детали и от выбранной конструкции модели.
Расположение отливки в форме выбирают руководствуясь следующими правилами:
а) всю отливку (или ее основную часть) размещать в одной полуформе (желательно в нижней);
б) большие горизонтальные поверхности отливки располагать внизу формы, так как верхнее их расположение приводит к обгоранию и осыпанию смеси верхней полуформы, затрудняет выход газов и загрязняет металл всплывающими шлаковыми включениями;
в) обрабатываемые поверхности отливки располагать в нижней или боковых частях формы;
г) отливки из сплавов, дающих большую усадку (сталь, цветные сплавы), размещать так, чтобы обеспечить направленное затвердевание (тонкие части отливки – внизу, массивные – вверху), либо предусматривать установку прибылей.
При выборе плоскости разъема модели и формы следует избегать сложных криволинейных разъемов формы и модели.
Количество стержней должно быть минимальное. Увеличение количества стержней снижают точность отливок и удорожают стоимость модельного комплекта.
При выборе места подвода металла в полость формы руководствуются следующими правилами:
а) для длинных отливок металл следует подводить в направлении длинной оси отливки;
б) при наличии в отливке ребер питатели подводить против ребер, чтобы обеспечить заполнение их более горячим металлом;
в) стремиться подводить металл в необрабатываемую часть отливки, так как в случае размыва формы неметаллические включения не обнаружатся при механической обработке;
г) не подводить металл так, чтобы струя падала с большой высоты и разбрызгивалась;
д) для одновременного затвердевания разностенной отливки металл подводить в более тонкую часть, а для направленного затвердевания - в более массивную часть отливки.
Размеры опок определяются габаритами модели, расположением литниковой системы и статическим напором металла, зависящим от высоты отливки. Минимально необходимые расстояния между моделью и стенками опоки (рис. 1.5) приведены в таблице 1.1.
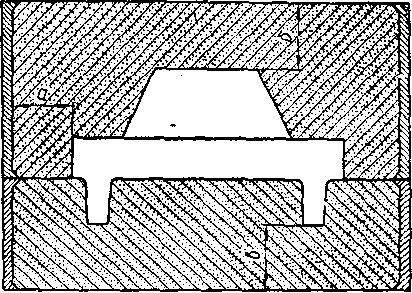
Рисунок 1.5 – Расстояние между моделью и стенками опоки
Таблица 1.1 – Минимально необходимые расстояния между моделью и стенками опоки
Характер отливок |
Размеры, мм |
||
а |
б |
в |
|
Мелкие Средние Крупные |
40 70 150 |
70 150 250 |
70 120 260 |
Конструкция и размеры литниковой системы. Размеры элементов литниковой системы определяют по формулам гидравлики, в которые введены обобщенные опытные коэффициенты.