

Text 8 Види обробки металів різанням
Точіння здійснюють на верстатах токарної групи: заготовці надається обертальний головний рух, а різальному інструменту (різцю) — поступальний рух подачі.
Свердління виконують на свердлильних верстатах, різальному інструменту (свердлу) надається і головний рух, і рух подачі. Обертання свердла є головним рухом, а його поступальне переміщення — рухом подачі.
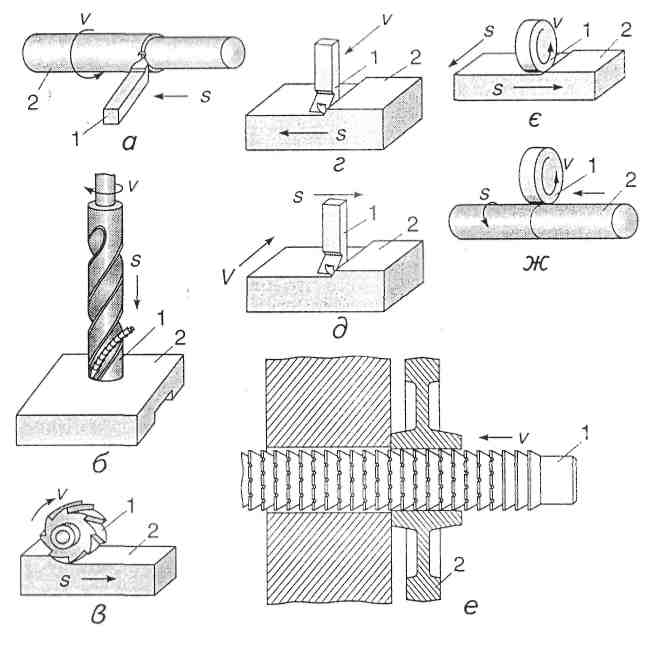
Види обробки різанням:
а — точіння б — свердління; в — фрезерування; г — поперечне стругання;
д — поздовжнє стругання; є — протягування; є — плоске шліфування;
ж — кругле шліфування; 1 — різальний інструмент; 2 — заготовка
Під час фрезерування на різних фрезерних верстатах багаторізцевий інструмент (фреза) здійснює гомоні ній рух (обертальний), а заготовка — рух подачі (поступальний).
У процесі стругання на поперечно- і поздовжньо стругальних верстатах інструмент (різець) і заготовка рухаються поступально, на поперечно-стругальних верстатах головний рух здійснює різець, рух подачі — заготовка, на поздовжньо-стругальних верстатах, навпаки, головний рух здійснює заготовка, а рух подачі — різець. Стругання виконують також на довбальних верстатах: у них головний рух (вертикальний) здійснює різець, а рух подачі — заготовка (горизонтальний).
Для протягування використовують протяжні верстати. Протяжка здійснює головний рух — поздовжнє переміщення.
Шліфування виконують на різноманітних шліфувальних верстатах. Під час шліфування плоских поверхонь різальний інструмент (шліфувальний круг) здійснює обертальний (головний рух), а заготовка — поступальний (рух подачі). Якщо шліфують циліндричні поверхні, то заготовка й інструмент можуть одночасно рухатись і поступально й обертально.
Text 9 Електрофізичні, електрохімічні та інші методи обробки
Під час електрохімічної обробки металів розміри, форми і (або) шорсткість поверхні змінюються внаслідок розчинення її матеріалу в електроліті під дією електричного струму. Застосовують електрохімічне травлення, точіння, шліфування, свердління (прошивка) тощо.
Електрохімічне точіння — це електрохімічна обробка під час обертання заготовки та поступального переміщення інструмента — електрода; електрохімічна прошивка — це електрохімічна обробка, за якої електрод-інструмент заглиблюється в заготовку, утворюючи отвір постійного перерізу.
Термічна обробка — це процес, за якого змінюють структуру металу, щоб одержати нові механічні властивості внаслідок теплового впливу за нагрівання, витримки та охолодження.
Нанесення покриття — обробка, внаслідок якої утворюється на поверхневому шарі заготовки прошарок з іншого матеріалу. Прикладами нанесення покриття є фарбування, анодування, оксидування, металізація.
Електрофізична обробка полягає в зміні форми, розмірів і (або) шорсткості поверхні заготовки внаслідок застосування електричних розрядів, магнітострикційного ефекту, електронного або оптичного випромінювання, плазмового струменя.
Text 10 обробка отворів
Для з'єднання деталей між собою застосовують отвори. За формою вони бувають циліндричні, конічні, квадратні, прямокутні, центрові, східчасті, глибокі, глухі, шліцьові та пазові. Циліндричні отвори обробляють на свердлильних або розточувальних верстатах. Розточуванням можна одержати конусні, фасонні та інші отвори. Східчасті — отвори, що мають загальну вісь. Глибокими називають отвори, в яких діаметр менший за довжину в п'ять разів і більше. Отвори, відкриті з одного боку, називають глухими, з трьох — пазами. Фасонні отвори бувають квадратні, прямокутні, шести- та багатогранні, шліцьові тощо.
До обробки отворів ставляться такі вимоги: розміри повинні задовольняти задану точність та шорсткість; вісь внутрішніх поверхонь повинна бути прямолінійною; поверхня повинна відповідати кресленню; необхідно витримати співвісність поверхонь; відстань між осями поверхонь і від заданих баз має бути у межах допусків.