

Результаты измерений и расчетов оформляют в отчет по лабораторной работе
(Приложение 1)
Контрольные вопросы
1. Как будут выглядеть нониусные шкалы (количество делений и цена деления), если:
цена деления основной шкалы 0,5 , отсчет по нониусу 0,02 мм,
цена деления основной шкалы 1,5, отсчет по нониусу 0,03 мм,
цена деления основной шкалы 1,0, отсчет по нониусу 0,05 мм.
Можно ли убедиться в том (и если можно, то как), что при измерении отверстия штангенциркулем был измерен диаметр, а не хорда?
Можно ли при измерении штантенинструментом пользоваться микровинтом перемещения нониусной шкалы?
Как проверить инструмент? (Проверка нулевого положения шкал; проверка показаний свыше 0 мм.)
Можно ли штангенциркулем с отсчетом по нониусу 0,05мм получить размер с точностью 0,03; 0,04; 0,1? Почему?
Покажите на штангенинструменте величину 0,1; 0,05; 0,04. На каких инструментах можно показать эти величины?
Можно ли на штангенциркуле с отсчетом по нониусу 0,05 мм при сомкнутых губках показать размер 0,25; 0,63; 0,80; 0,95?
При смыкании губок штангенциркуля получился отсчет 0,1 мм. Можно ли устранить эту неисправность, если измерительные плоскости губок чистые и не имеют забоин?
Лабораторная работа № 2. Микрометрический инструмент
Цель работы - изучить устройство и работу микрометра. Оценить точность средств измерений и результатов измерений.
Общие положения
Микрометрический инструмент применяется для измерения наружных и внутренних размеров с точностью 0,01 или 0,002 мм. К этому типу инструмента относятся гладкие и рычажные микрометры, нутромеры, глубиномеры и другие специальные приборы. В основе всех этих инструментов лежит пара винт-гайка с шагом 0,5 мм, изготовленная с высокой точностью. Для обеспечения необходимой точности измерений (0,01 мм) предел измерения инструмента не превышает 25 мм. Если ход микровинта инструмента будет более 25 мм, то при этом будет трудно обеспечить его перемещение с погрешностью менее 0,01 мм, то есть погрешность инструмента может оказаться более 0,01 мм, что недопустимо.
Описание средств измерений
О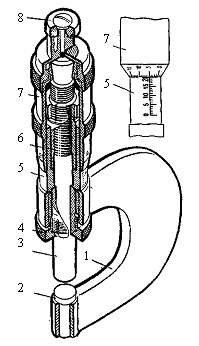 сновным
элементом микрометрического инструмента
является микрометрическая головка, с
помощью которой производится проверка
и настройка инструмента, измерение и
снятие отсчета.
сновным
элементом микрометрического инструмента
является микрометрическая головка, с
помощью которой производится проверка
и настройка инструмента, измерение и
снятие отсчета.
Принципиальная схема устройства микрометра и микрометрической головки приведена на рис. 6. Он состоит из стальной скобы 1, с одной стороны которой имеется неподвижная пятка 2, а с другой - стебель 5 с закрепленной в нем гильзой 6.
В
Рис. 6. Гладкий
микрометр:
1
–скоба; 2 – неподвижная пятка; 3 –
микрометрический винт; 4- стопорное
кольцо; 5 – стебель; 6 – гильза; 7 –
барабан; 8 - трещотка
Д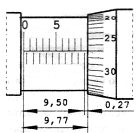 ля
снятия отсчета имеются две шкалы:
продольная, нанесенная на стебле 5, и
круговая, нанесенная на барабане 7 (рис.
7).
ля
снятия отсчета имеются две шкалы:
продольная, нанесенная на стебле 5, и
круговая, нанесенная на барабане 7 (рис.
7).
Ш
Рис. 7. Пример
отсчета по шкалам микрометра