

Лабораторная работа № 1. Штангенинструмент
Цель работы - изучить устройство и работу штангенинструмента (штангенциркуля). Оценить погрешность измерения прибора и точность результатов измерения.
Общие положения
Штангенинструмент широко применяется для измерения линейных размеров, как наружных, так и внутренних с точностью 0,1; 0,05 или 0,02 мм, а так же при разметке заготовок в процессе изготовления деталей. К этому типу инструмента относятся штангенциркули, рейсмасы, глубиномеры и зубомеры. Отличительным признаком всех штангенинструментов является наличие в них двух шкал - основной и нониусной. Основная шкала наносится на штангу инструмента и имеет, как правило, цену деления 1 мм (реже 0,5 мм ) и предназначена для отсчета размеров с точностью до 1 мм (или до 0,5 мм ). Нониусная шкала устанавливается на подвижной рамке инструмента и позволяет снимать размеры с точностью 0,1, 0,05 или 0,02 мм в зависимости от конструкции шкалы.
При измерении штангенинструментами используют метод совпадений. Метод измерений - это способ решения измерительной задачи, характеризуемый его теоретическим обоснованием и разработкой основных приемов применения средств измерений (СИ). В основе метод совпадений лежит способность глаза человека фиксировать совпадение штрихов двух шкал. Глаз достаточно легко улавливает расхождение штрихов в 0,1 мм. Расхождение 0,05 мм улавливается гораздо труднее; 0,02 мм находится на грани возможности глаза, а разницу в 0,01 мм глаз уловить не в состоянии. Вот почему инструмент с отсчетом 0,02 мм применяется довольно редко, а с отсчетом 0,01 мм не изготовляется совсем.
Описание средств измерений
Штангенциркуль (рис.2) – раздвижной измерительный инструмент для линейных измерений. Он состоит из штанги 1 с неподвижными губками 2 и 9 и подвижной рамки 7 с губками 3 и 8. На штанге 1 нанесены деления (штрихи) на расстоянии 1 мм, на рамке 7 нанесены штрихи дополнительной шкалы – нониуса. В штангенциркуле с точностью отсчета до 0.1 мм нониус имеет 10 равных делений на расстоянии 9 мм (цена одного деления нониуса 9 : 10 = 0,9 мм).

Рис.2. Штангенциркуль:
1-штанга; 2 и 9 – губки штанги; 3 и 8 – губки рамки; 4 – зажимный винт; 5 – стержень глубиномера; 6 – нониус; 7 - рамка
Стержень 5 глубиномера скользит в пазу обратной стороны штанги 1, один конец его соединен с рамкой 7. При измерении глубины устанавливают штангу торцом на плоскость детали, а стержень глубиномера перемещают до упора в дно отверстия.
Штангенглубиномеры, рейсмасы и зубомеры по устройствам основных и нониусных шкал аналогичны штангенциркулям. Эти инструменты отличаются друг от друга лишь конструкцией, так как предназначены для различных измерительных работ.
Штангенглубиномер предназначен для измерения глубин пазов, отверстий, величины выступов и т.д. При измерении глубиномер плотно прижимают основанием к поверхности детали после чего выдвигают штангу до упора в измеряемую поверхность и снимают показания отсчетного устройства.
Штангенрейсмас используется в основном для разметки заготовок перед обработкой, но может применяться и для измерения различных поверхностей, расположенных параллельно основанию прибора.
Нормальным положением наконечника считается такое, при котором расстояние от основания прибора до измерительной поверхности наконечника равно числу миллиметров, с которого начинается шкала на штанге прибора. Рамка с наконечником при этом должна находиться в самом нижнем положении. Измерение (разметку) проводят на плоской плите, на которой располагается измеряемая деталь и рейсмас.

Рис.3. Штангензубомер:
1-вертикальная шкала; 2 – стопорный хомут; 3 –микрометрическое устройство; 4 -упор; 5 -рамка;
6 – горизонтальная шкала
Штангензубомер (рис. 3) предназначен для измерения толщины зуба зубчатого колеса S на заданном расстоянии от вершины зуба h. Для измерения используются две шкалы - вертикальная 1 и горизонтальная 6. На вертикальной шкале с помощью микрометрического устройства 3 и стопорного хомута 2 откладывают величину h. После этого устанавливают зубомер с помощью упора 4 на вершину зуба и сдвигают рамку 5 до смыкания измерительных наконечников на боковых поверхностях зуба. Стопорят рамку и снимают показания толщины зуба S. Величина h рассчитывается по выражению: h = 0,7476 m, где m - модуль зубчатого колеса. Модуль колеса определяют по выражению m = d/(z + 2), где d - наружный диаметр колеса, измеренный линейкой или штангенциркулем. Полученное значение модуля округляют до ближайшего стандартного и в выражение для определения h подставляют стандартное значение модуля.
Основная шкала имеет цену деления m. Цена деления нониуса k. Цена деления нониуса меньше цены деления основной шкалы на величину i, называемую отсчетом (или точностью) нониуса. На практике отсчет нониуса i обычно принимают 0,1 или 0,05 мм. Для увеличения длины нониусной шкалы с целью облегчения пользования инструментом интервал деления основной шкалы принимают иногда не m, а 2m. В общем случае интервал деления основной шкалы может составлять γ m , где γ - модуль нониусной шкалы: может принимать значения 1, 2, 3 и т. д.
В любом случае число делений нониуса n будет равно:
n = m / i.
Расстояние между штрихами нониуса:
k = γ m – i
При этих параметрах шкал длина нониусной шкалы l будет равна
l= k · n = ( γ · m – i ) · n.
Р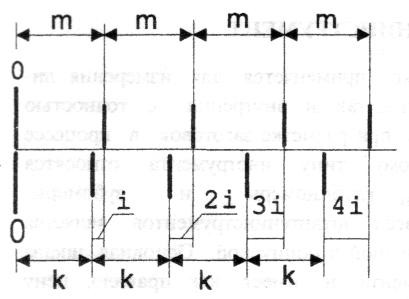 ассмотрим
для примера устройство шкалы
нониуса с отсчетом 0,05 мм. При цене деления
основной шкалы
m
= 1 мм, число делений нониуса n
= m
/ i
= 1/ 0,05 = 20. Если модуль нониуса γ равен
двум, то расстояние между штрихами
нониуса k
будет равно 2
1 - 0,05 = 1,95 мм. Длина шкалы нониуса будет
равна l
=1,95x20
= 39 мм. При
сомкнутых губках штангенциркуля нулевые
штрихи шкалы штанги и нониуса совпадают.
Принцип построения нониуса показан на
рис.4 .
ассмотрим
для примера устройство шкалы
нониуса с отсчетом 0,05 мм. При цене деления
основной шкалы
m
= 1 мм, число делений нониуса n
= m
/ i
= 1/ 0,05 = 20. Если модуль нониуса γ равен
двум, то расстояние между штрихами
нониуса k
будет равно 2
1 - 0,05 = 1,95 мм. Длина шкалы нониуса будет
равна l
=1,95x20
= 39 мм. При
сомкнутых губках штангенциркуля нулевые
штрихи шкалы штанги и нониуса совпадают.
Принцип построения нониуса показан на
рис.4 .
Рис.4 Устройство шкалы нониуса