

1.4. Строение металлического слитка
Н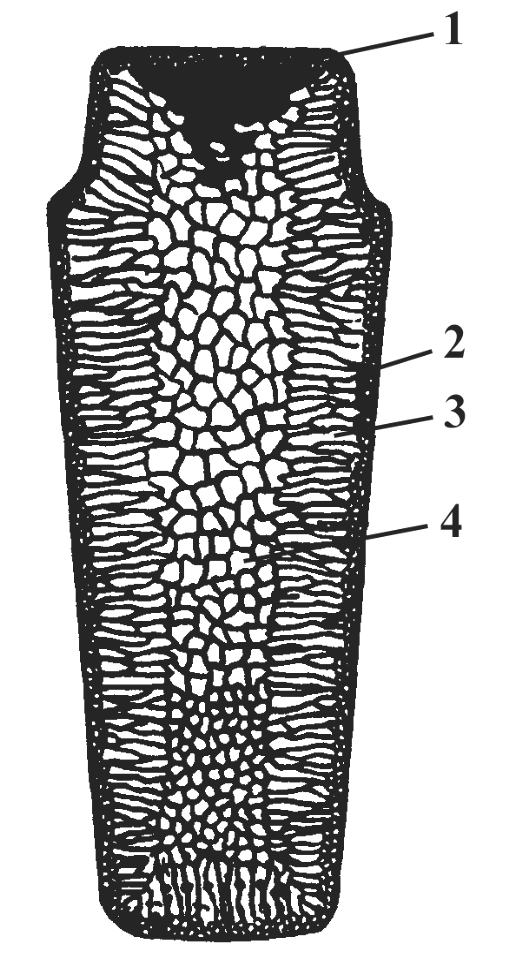 а
металлургических предприятиях жидкий
металл обычно заливают в изложницы, в
результате чего образуется слиток
массой в десятки-сотни тонн.
а
металлургических предприятиях жидкий
металл обычно заливают в изложницы, в
результате чего образуется слиток
массой в десятки-сотни тонн.
Рис. 1.7. Строение
металлического слитка
После завершения кристаллизации внутри слитка (рис. 1.7) можно выделить четыре зоны: мелкие равноосные кристаллы, образующиеся в результате быстрого охлаждения металла на холодной стенке изложницы (1); крупные вытянутые кристаллы, образующиеся в направлении отвода тепла, перпендикулярно стенкам изложницы (2); крупные равноосные кристаллы, образующиеся при замедлении скорости охлаждения внутри слитка (3); усадочную раковину (4), образующуюся вверху слитка в результате сокращения линейных размеров металла при охлаждении. Зону с усадочной раковиной отрезают автогеном от слитка и направляют на повторную переплавку, так как в ней концентрируются газовые пузыри, неметаллические примеси, шлаки и т. д.
После охлаждения слиток имеет неоднородное крупнокристаллическое строение и довольно низкие и неоднородные по объему механические свойства. Установлено, что чем крупнее зерно, тем ниже механические свойства. Поэтому металлурги борются за снижение величины зерна путем введения в расплав специальных присадок, служащих центрами кристаллизации; регулированием скорости охлаждения слитка; а также проведением интенсивной пластической деформации (ковка, прокатка) и рекристаллизации.
1.5. Деформация и разрушение металлов
П
 ри
приложении к твердому телу усилий
происходит его деформация – изменение
формы, обусловленное отклонением атомов
от равновесного положения.
ри
приложении к твердому телу усилий
происходит его деформация – изменение
формы, обусловленное отклонением атомов
от равновесного положения.
Е
Рис.
1.8. Схема деформирования металла
при растяжении:
а
и б
– участки упругой и пластической
деформации, ×
– разрушение
Если при внешнем нагружении напряжения достигают критической величины, то деформация становится пластической вследствие интенсивного размножения и движения дислокаций. После снятия нагрузки тело не восстанавливает свою форму и размеры. По мере развития пластической деформации металл наклепывается. Под наклепом понимают совокупность изменений структуры и связанных с ними изменений свойств, вызванных пластической деформацией металла.
При достаточно большой степени деформации все зерна становятся напряженными; равноосные до деформации зерна поликристаллических металлов вытягиваются, образуя волокнистую структуру (рис. 1.9). Количество дефектов кристаллической решетки, и прежде всего дислокаций, возрастает на несколько порядков (см. рис. 1.6). Внутри зерен за счет роста числа дислокаций происходит интенсивное образование малоугловых границ и увеличение углов разориентировки субзерен. При большой степени деформации возникает преимущественная ориентация решеток зерен – текстура деформации, проявляющаяся в анизотропии свойств деформированных поликристаллических металлов.
С увеличением степени деформации увеличиваются твердость, предел текучести, электросопротивление, коэрцитивная сила и др.; уменьшаются пластичность, вязкость, коррозионная стойкость, магнитная проницаемость и др.
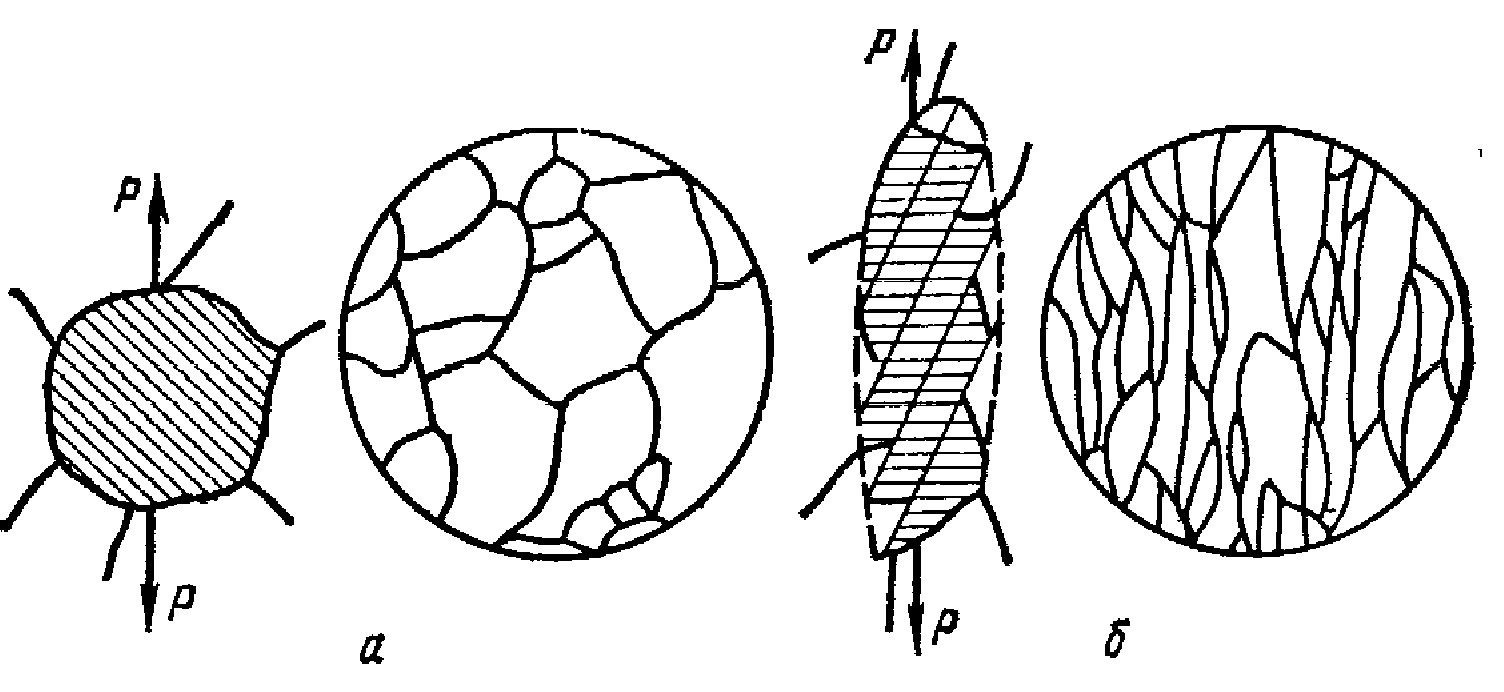
Рис. 1.9. Изменение формы зерен в результате деформации:
а – до деформации; б – после деформации
При дальнейшем увеличении приложенных напряжений процесс деформации заканчивается разрушением, которое может быть вязким или хрупким. Вязкое разрушение происходит после значительной пластической деформации; сопровождается поглощением большого количества энергии; проходит по телу зерен; имеет волокнистый, матовый излом. Хрупкое разрушение имеет малую энергоемкость; деформация мала и носит в основном упругий характер; излом светлый, грубокристаллический.