

4.6.1. Обработка на токарных станках
К основным видам работ, выполняемых на токарных станках, относятся: обтачивание различных наружных поверхностей; растачивание внутренних цилиндрических, конических и фасонных поверхностей вращения; подрезание торцов и обработка плоскостей; прорезание канавок; нарезание резцом резьбы любого профиля. Для этого применяются различные типы резцов: проходные, расточные, подрезные, канавочные, резьбовые и т.д.
Наиболее распространенный до нашего времени в единичном и мелкосерийном производстве универсальный токарно-винторезный станок модели 16К20 изображен на рис. 4.16.
 Рис.
4.16. Универсальный токарно-винторезный
станок:
Рис.
4.16. Универсальный токарно-винторезный
станок:
1 – коробка подач; 2, 11, 12 – кожухи; 3 и 13 – рукоятки управления; 4 –передняя бабка с коробкой скоростей; 9 – задняя бабка; 5 – электроизмерительный прибор; 6 – маслоуказатель; 7 – шпиндель; 8 – суппорт; 10 – рейка; 14 – фартук; 15 и 16 – ходовые валик и винт; 17 – левая тумба станины
Основной несущей деталью является станина, на которой монтируются все узлы и механизмы. Станина опирается на две тумбы. В левой тумбе 17 установлен асинхронный электродвигатель привода станка, от которого с помощью системы передач движение придается обрабатываемой заготовке и инструменту. Сверху станины расположены направляющие, по которым вдоль оси станка перемещаются суппорт 8 и задняя бабка 9. Задняя бабка является второй опорой при обработке длинных деталей в центрах или служит для закрепления и подачи сверл, разверток и др. инструмента. Передняя (шпиндельная) бабка 4 неподвижно соединена со станиной. Из нее через подшипниковую опору выходит шпиндель 7, на правом конце которого устанавливаются приспособления для закрепления заготовки (трехкулачковый, четырехкулачковый, поводковый патроны или цанга). Шпиндель 7 сообщает закрепленной заготовке главное движение резания Dr – вращение (см. рис 4.16а), скорость которого регулируется коробкой скоростей, размещенной в заполненной машинным маслом передней бабке 4.
Суппорт 8 служит для закрепления в четырехпозиционном резцедержателе режущего инструмента и обеспечивает его перемещение в продольном и поперечном направлениях (движение подачи Ds – рис 4.16а), а также движении под углом к оси шпинделя. Механизированное перемещение суппорта осуществляется с помощью коробки подач 1 через ходовой валик 15 (или винт 16 при нарезке резьб резцом). Фартук суппорта 14 служит для размещения механизма подач и разъемной маточной гайки ходового винта 16.
Быстрые (вспомогательные) перемещения суппорта осуществляются от отдельного электродвигателя, расположенного с правой части станины станка.
По параметрам точности станок 16К20 отвечает требованиям для обеспечения взаимозаменяемости деталей при сборке – при тонком наружном точении точность соответствует 8–5 квалитетам, а шероховатость составляет Rz = 6,3–1,6 мкм.
4.6.2. Обработка на сверлильных и расточных станках
Станки сверлильной и расточной группы предназначены для обработки всех типов круглых отверстий. Для изготовления отверстий в сплошном материале по 12-му квалитету точности применяют операцию сверления – см. рис. 4.15, б. Для получения отверстий диаметром до 50–80 мм используют спиральные сверла, а для изготовления отверстий больших размеров – пустотелые кольцевые сверла. Шероховатость поверхности соответствует в этом случае Rz = 160–80 мкм. Отверстия до 7-го квалитета включительно обрабатывают последовательно тремя инструментами: сверлом, зенкером и разверткой. Для получения отверстий по 7-му квалитету диаметром более 15–18 мм применяют двукратное развертывание, обеспечивающее шероховатость поверхности Rz = 2,5 мкм.
Обработка отверстий под головки винтов, шурупов и заклепок производится зенкерами или зенковками соответствующей конфигурации. Торцы отверстий для получения углубления под головку винта или гайки обрабатывают цековками (спец. зенкерами).
Д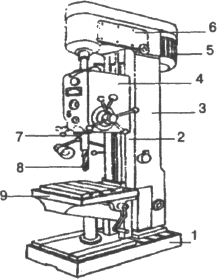 ля
обработки сквозных резьбовых отверстий
применяют
одиночные удлиненные метчики.
Глухие
резьбовые
отверстия обрабатывают последовательно
наборами из двух или трех метчиков.
ля
обработки сквозных резьбовых отверстий
применяют
одиночные удлиненные метчики.
Глухие
резьбовые
отверстия обрабатывают последовательно
наборами из двух или трех метчиков.
Рис. 4.17. Вертикально-сверлильный станок
Одношпиндельный вертикально-сверлильный станок модели 2Н118 (рис. 4.17) предназначен для выполнения сверлильных и др. работ. На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвигатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещен механизм подачи. Поднимать и опускать шпиндель можно механически и с помощью штурвала 2 вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9.
Растачиванием на расточных станках различных типов можно обработать отверстия любых диаметров – от 3–5 мм и более. Применяя тонкое растачивание при больших скоростях резания (150–3000 м/мин), небольшой глубине резания (0,02–0,1 мм) и малой подаче (0,5–0,1 мм/об), можно получать отверстия с точностью по 5–6-му квалитетам и шероховатостью поверхности менее Rz = 1,25 мкм.