

3. Поправочный коэффициент Кохл для расчета q0 в зависимости от смазывающе-охлаждающей жидкости.
смазывающе-охлаждающие жидкости |
Значение коэффициента Кохл. 0 |
Олифа |
0,8 |
Сульфофрезол Турбинное масло Авиамасло Касторовое масло |
1,0 |
Машинное масло Веретенное масло №2 Веретенное масло №3 Раствор эмульсола в воде-15% Раствор эмульсола в воде –30% Содовая вода Керосин Вода |
1,1 |
Без охлаждения |
1,2 |
4. Поправочный коэффициент Кро для расчета q0 в зависимости от способа разделения стружки.
Способ разделения стружки |
Значение коэффициента |
|
Шлицевые и шпоночные протяжки |
Цилиндрические и плоские протяжки |
|
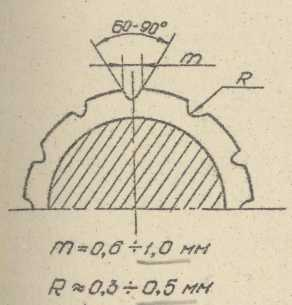
Радиусные выкружки с задним углом----------------- Узкие стандартные канавки |
1,08 1,12 |
1 1,08 |
Приложение 17
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ЧИСЛА СТРУЖК0РАЗДЕЛИТЕЛЬНЫХ КАНАВОК И ИХ РАЗМЕРОВ [4]
1. Одинарные протяжки
Диаметр протяжки, мм |
Количество канавок |
Диаметр протяжки |
Количество канавок |
10-13 |
6 |
45-50 |
22 |
13-16 |
8 |
50-55 |
24 |
16 |
10 |
55-60 |
28 |
20-25 |
12 |
60-65 |
30 |
25-30 |
14 |
65-70 |
32 |
30-35 |
16 |
70-75 |
34 |
35-40 |
18 |
75-80 |
36 |
40-45 |
20 |
80-85 |
38 |
2. Протяжки переменного резания
Таблица 2
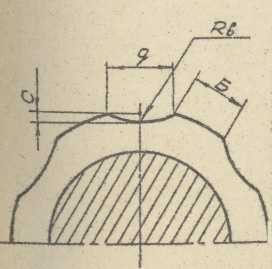
Ширина выкружки q, мм |
Значения Rb в зависимости от диаметра протяжки, мм |
||||
До 10 |
10-18 |
18-30 |
30-50 |
50-80 |
|
До 3 |
27 |
27 |
- |
- |
- |
3-4 |
27 |
27 |
30 |
- |
- |
4-6 |
27 |
27 |
30 |
30 |
- |
6-8 |
- |
27 |
30 |
30 |
30 |
8-10 |
- |
- |
- |
30 |
30 |
10-12 |
- |
- |
- |
36 |
36 |
12-15 |
- |
- |
- |
36 |
42 |
15-20 |
- |
- |
- |
36 |
42 |
Примечание: В отдельных случаях допускается увеличение радиуса при условии, что глубина выкружки С будет не менее 3Sz соответствующих зубьев.
Приложение 18
Максимальный радиус выкружки Rв и радиус круга Rк [4]
Ширина выкружки g, мм |
Значение радиусов Rв и Rк в зависимости от диаметра протяжки, мм |
|||||||||||||
До 10 |
10-18 |
18-30 |
30-50 |
50-80 |
80-120 |
120-180 |
||||||||
Rк |
Rв |
Rк |
Rв |
Rк |
Rв |
Rк |
Rв |
Rк |
Rв |
Rк |
Rв |
Rк |
Rв |
|
до 3 |
22,5 |
27 |
22,5 |
27 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
св. 3 до 4 |
22,5 |
27 |
22,5 |
27 |
25 |
30 |
- |
- |
- |
- |
- |
- |
- |
- |
» 4 » 6 |
22,5 |
27 |
22,5 |
27 |
25 |
30 |
25 |
30 |
- |
- |
- |
- |
- |
- |
» 6 » 8 |
- |
- |
22,5 |
27 |
25 |
30 |
25 |
30 |
25 |
30 |
- |
- |
- |
- |
» 8 » 10 |
- |
- |
- |
- |
25 |
30 |
25 |
30 |
25 |
30 |
36 |
36 |
- |
- |
» 10 » 12 |
- |
- |
- |
- |
- |
- |
30 |
36 |
30 |
36 |
30 |
30 |
- |
- |
» 12 » 15 |
- |
- |
- |
- |
- |
- |
30 |
36 |
35 |
42 |
42 |
35 |
40 |
48 |
» 15 » 20 |
- |
- |
- |
- |
- |
- |
30 |
36 |
35 |
42 |
42 |
40 |
45 |
54 |
Приложение 19
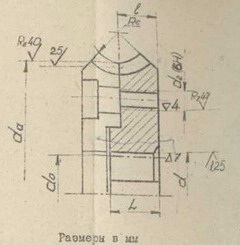
Параметры червячных цельных фрез
общего назначения по ГОСТ 9324-80. (рисунок19)
Размеры в мм.
Модуль, мм |
Фрезы общего назначения |
Прецизионные фрезы |
|||||
Диаметр, мм |
Длина фрезы, мм |
Диаметр, мм |
Длина фрезы, мм |
||||
Наружный |
Отверстия |
Короткой |
Длинной |
Наружный |
отверстия |
||
1-1,375 |
63 |
27 |
40 |
63 |
70 |
32 |
70 |
1,5-1,75 |
50 |
80 |
80 |
80 |
|||
2,0-2,25 |
70 |
63 |
90 |
90 |
40 |
90 |
|
2,5-2,75 |
80 |
32 |
70 |
100 |
100 |
100 |
|
3-3,75 |
90 |
80 |
112 |
112 |
112 |
||
4-4,5 |
100 |
90 |
125 |
125 |
50 |
125 |
|
5-5,5 |
112 |
|
100 |
140 |
140 |
140 |
|
Приложение 20
Крепление инструментов на оправках
( ГОСТ 9472-60)
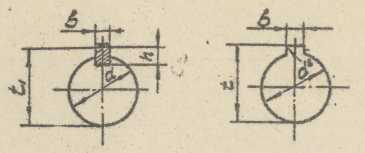
Размеры в мм.
d |
b |
h |
t1 |
t |
r не бол. |
8 |
2 |
2 |
8,7 |
8,9 |
0,4 |
10 |
3 |
3 |
11,2 |
11,5 |
|
13 |
3 |
3 |
14,2 |
14,6 |
0,6 |
16 |
4 |
4 |
17,2 |
17,7 |
|
19 |
5 |
5 |
20,6 |
21,1 |
0,8 |
22 |
6 |
6 |
23,6 |
24,1 |
|
27 |
6 |
6 |
28,6 |
29,4 |
1,2 |
32 |
8 |
7 |
34 |
34,8 |
|
40 |
10 |
8 |
42,5 |
43,5 |
1,4 |
50 |
12 |
8 |
52,5 |
53,5 |
|
60 |
14 |
9 |
63 |
64,2 |
1,6 |
Примечание:
Отверстия с d = 3+6 изготавливаются без пазов под шпонки.
Приложение 21
Рекомендуемые параметры долбяков
(в соответствии с ГОСТ 9323-79)
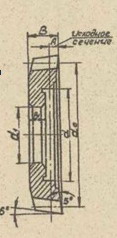
Тип I. Долбяки дисковые прямозубые
Размеры в мм.
Номинальн. делительн. диаметр, d0 |
m |
A |
d |
d1 |
B1 |
B |
|
1-1,5 |
6-7,2 |
50 |
31,743 |
8 |
12 |
1,75-2,5 |
7,7-5,5 |
15 |
||||
2,75-3,5 |
5,8-4,2 |
17 |
||||
3,75-4,5 |
3,8-4,5 |
|||||
100 |
1-1,75 |
10-11 |
70 |
44,443 |
10 |
17 |
2-2,5 |
11-10,5 |
20 |
||||
2,75-3,5 |
10,5-7,7 |
|||||
3,75-4,5 |
6,4-4,5 |
Долбяки чашечные прямозубые
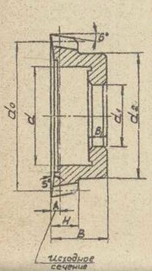
Размеры в мм.
Номинальн. делительн. диаметр,d0 |
m |
A |
d1 |
d |
d2 |
B1 |
w |
B |
50 |
1-1,5 |
1-1,5 |
20 |
28 |
37 |
10 |
12 |
25 |
1,75-2,5 |
1,75-2,5 |
12 |
15 |
|||||
2,75-3,5 |
2,75-3,5 |
17 |
||||||
75 |
1-1,5 |
6-7,2 |
31,743 |
50 |
64 |
8 |
12 |
28 |
1,75-2,5 |
7,7-5,5 |
10 |
15 |
30 |
||||
2,75-3,5 |
5,8-4,2 |
17 |
||||||
100 |
1-1,75 |
10-11 |
44,443 |
63 |
80 |
10 |
17 |
30 |
2-2,5 |
11-10,5 |
12 |
20 |
32 |
||||
2,75-3,5 |
10,5-7,7 |
|||||||
3,75-4,5 |
6,4-4,5 |
Тип IV. Долбяки хвостовые прямозубые
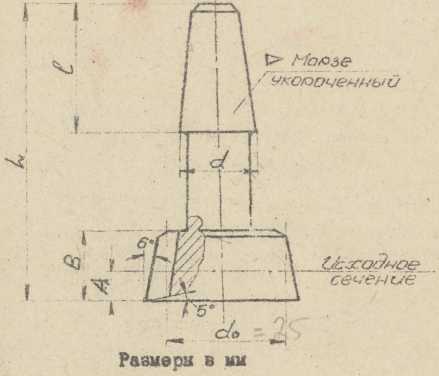
Размеры в мм.
Номинальн. делительн. диаметр, d0 |
m |
A |
d |
B |
l |
L |
25 |
1-1,5 |
1-1,5 |
17,981 (Конус Морзе №2) |
10 |
40 |
80 |
1,75-2,5 |
1,75-1 |
12 |
82 |
|||
2,75-3 |
1 |
15 |
85 |
|||
38 |
1-1,5 |
1-1,5 |
24,051 (Конус Морзе №3) |
12 |
50 |
92 |
1,75-2,5 |
1,75-1,5 |
15 |
95 |
|||
2,75-3,5 |
1,5-0,5 |
|||||
3,75-4 |
0,5-0 |
17 |
97 |
Приложение 23
Профили стружечных канавок метчиков

Размеры в мм.
Диаметр резьбы метчика, d |
d0 |
z |
x |
y |
r |
w |
x1 |
y1 |
r1 |
Номер профиля канавки |
3,0 |
1,4 |
3 |
|
|
0,3 |
|
|
|
|
|
3,5 |
1,6 |
|||||||||
4,0 |
1,8 |
|||||||||
4,5 |
2,1 |
0,5 |
||||||||
5,0 |
2,3 |
|||||||||
5,5 |
2,5 |
|||||||||
6,0 |
2,7 |
1,7 |
1,0 |
1,0 |
2,28 |
1,6 |
4,2 |
4,2 |
1 |
|
7,0 |
3,1 |
2,14 |
1,0 |
1,0 |
3,23 |
2,2 |
5,2 |
5,2 |
2 |
|
8,0 |
3,6 |
|||||||||
9,0 |
4,0 |
2,28 |
1,5 |
1,5 |
4,13 |
2,8 |
6,6 |
6,6 |
3 |
|
10,0 |
4,5 |
|||||||||
11,0 |
5,0 |
2,97 |
1,5 |
1,8 |
4,32 |
3,0 |
8,0 |
8,0 |
4 |
|
12,0 |
5,4 |
|||||||||
14,0 |
6,3 |
4,16 |
2,0 |
2,0 |
6,19 |
4,2 |
10,5 |
10,5 |
5 |
|
15,0 |
6,8 |
|||||||||
16,0 |
7,2 |
|||||||||
17,0 |
7,7 |
|||||||||
18,0 |
9,0 |
4 |
4,32 |
2,0 |
2,0 |
6,53 |
3,1 |
10,41 |
10,5 |
6 |
20,0 |
10,0 |
|||||||||
22,0 |
11,0 |
5,99 |
3,0 |
3,0 |
8,75 |
4,2 |
12,43 |
12,6 |
7 |
Приложение 24
Справочные данные к расчету метчиков
Рекомендации по назначению метчиков. (ГОСТ 16925 – 71)
Степень точности метчика |
Степень точности нарезаемой резьбы |
Н1 |
4Н и 5Н |
Н2 |
5Н и 6Н |
Н3 |
6Н |
Н4 |
6Н и 7Н |
G1 |
6G |
G2 |
6G и 7G |
Примечание: степени точности нарезаемых резьб могут быть получены при эксплуатации их на станках, удовлетворяющих предъявляемых к ним нормам точности, с применением патронов, обеспечивающих самоустанавливание метчиков в радиальном направлении и компенсирующих несоосность отверстия и метчика.
Величина передних углов машинно-ручных метчиков в зависимости от обрабатываемых материалов. (ГОСТ 3266-71)
Обрабатываемый материал |
Передний угол |
Чугун, бронза, нержавеющие и жаропрочные стали , высокопрочные стали, титановые и молибденовые сплавы, хрупкие латуни |
0-100 |
Стали средней твердости, латуни, чугун отожженный |
8-100 |
Мягкая и вязкая сталь, вязкие латуни, медь, магниевые сплавы. |
12-150 |
Легкие сплавы |
16-250 |
Приложение 26
Хвостовики инструментов типа 1 с квадратом по ГОСТ 9523-67
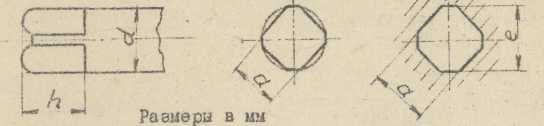
Диаметры хвостовиков |
|
Предельное отклонение размера |
h |
L наименьш.
|
||
Наим. |
Наиб. |
Предпочт. для применения |
||||
3,0 |
3,35 |
3,15 |
2,5 |
-0,1 |
5 |
3,44 |
3,35 |
3,75 |
3,55 |
2,80 |
3,85 |
||
3,75 |
4,25 |
4,00 |
3,15 |
-0,12 |
6 |
4,35 |
4,25 |
4,75 |
4,60 |
3,55 |
4,87 |
||
4,75 |
5,30 |
5,00 |
4,00 |
7 |
5,42 |
|
5,30 |
6,80 |
5,60 |
4,50 |
6,12 |
||
6,00 |
6,70 |
6,30 |
5,80 |
8 |
6,85 |
|
6,70 |
7,50 |
7,10 |
5,60 |
7,65 |
||
7,50 |
8,50 |
8,00 |
6,30 |
-0,15 |
9 |
8,85 |
8,50 |
9,50 |
9,00 |
7,10 |
10 |
9,65 |
|
9,50 |
10,60 |
10,00 |
8,00 |
11 |
10,65 |
|
10,60 |
11,60 |
11,20 |
9,00 |
12 |
11,98 |
|
11,80 |
13,20 |
12,50 |
10,00 |
-0,18 |
13 |
13,38 |
13,20 |
15,00 |
14,00 |
11,20 |
14 |
15,18 |
|
15,00 |
17,00 |
16,00 |
12,50 |
16 |
17,18 |
|
17,00 |
19,00 |
18,00 |
14,00 |
18 |
19,21 |
|
19,00 |
21,20 |
20,00 |
16,00 |
20 |
21,41 |
|
21,20 |
23,60 |
22,40 |
18,00 |
-0,21 |
22 |
23,81 |
23,60 |
26,50 |
25,00 |
20,00 |
24 |
26,71 |
|
26,50 |
30,00 |
28,00 |
22,40 |
26 |
30,21 |
|
30,00 |
33,50 |
31,50 |
25,00 |
28 |
33,75 |
|
Предельные отклонения d инструмента для машинной работы – по h9, для ручной работы – по h12.
Приложение 27
Конусы инструментов укороченные по ГОСТ 14034-68
Н а р у ж н ы е к о н у с ы
Таблица 1
Размеры в мм.
Обозначение конуса Морзе |
D |
D1 справ. |
d справ. |
d1
|
l1 |
l2 |
|
b |
c |
0а |
7,067 |
7,2 |
6,5 |
6,8 |
11 |
14 |
3 |
3 |
0,5 |
1а |
10,094 |
10,3 |
9,4 |
9,8 |
14,5 |
18 |
3,5 |
3,5 |
|
1в |
12,065 |
12,2 |
11,1 |
11,5 |
18,5 |
22 |
|||
2а |
15,733 |
16 |
14,5 |
15 |
24 |
29 |
5 |
4 |
1 |
2в |
17,780 |
18 |
16,2 |
16,8 |
32 |
37 |
|||
3а |
21,793 |
22 |
19,8 |
20,5 |
40,5 |
45,6 |
4,5 |
1,5 |
|
3в |
23,825 |
24,1 |
21,3 |
22 |
50,5 |
55,5 |
Конусность наружных и внутренних конусов Таблица 2
Обозначение конуса Морзе |
Конусность |
Угол конуса 2 |
0а |
1:19,212 = 0,05205 |
20 58 54 |
1а; 1в |
1:20,047 = 0,04988 |
20 51 26 |
2а; 2в |
1:20,020 = 0,04995 |
20 51 41 |
3а; 3в |
1:19,922 = 0,05020 |
20 52 32 |
Приложение 28
Отверстия центровые с углом конуса 600 по ГОСТ 14034-7

D |
d |
d1 |
d2 |
d3 отклонение по Н14 |
l не менее |
l2 отклонение по Js14 |
4 |
1,0 |
2,12 |
3,15 |
- |
1,3 |
1,27 |
6 |
1,6 |
3,35 |
5,0 |
- |
2,0 |
1,99 |
10 |
2,0 |
4,25 |
6,3 |
7,0 |
2,5 |
2,54 |
14 |
2,5 |
5,30 |
8,0 |
9,0 |
3,1 |
3,20 |
20 |
3,15 |
6,70 |
10,0 |
12,0 |
3,9 |
4,03 |
30 |
4 |
8,50 |
12,5 |
16,0 |
5,0 |
5,06 |
60 |
6,3 |
13,20 |
18,0 |
25,0 |
8,0 |
7,36 |
100 |
10 |
21,20 |
28,0 |
36,0 |
12,8 |
11,66 |
120 |
12 |
25,40 |
33,0 |
- |
14,6 |
13,80 |
Т е х н и ч е с к и е т р е б о в а н и я :
Точность изготовления размера и угла 600 обеспечивается центровочным режущим инструментом.
шероховатость посадочной поверхности центровочного отверстия должна быть не более R = 2,5 мкм.
Приложение 29
ВАРИАНТЫ ЗАДАНИЙ

Варианты заданий для расчета: протяжки, долбяка, червячной фрезы, метчика.
 Таблица 1
Таблица 1
№ п/п |
d |
d1 |
d0 |
L |
d2 |
Параметры шлицев (посадки и кл. точности) Параметры зубчатого венца |
Материал |
НВ |
|||
l |
m |
z |
Степень точности |
||||||||
1 |
10Н7 |
25 |
9,6 |
25 |
М4-7Н |
8 |
0,5 |
100 |
7В |
ЛС59-1Л |
80 |
2 |
10Н9 |
9,4 |
М5-6Н |
8В |
|||||||
3 |
12Н7 |
11,4 |
М5-7Н |
0,75 |
80 |
7С |
|||||
4 |
12Н9 |
11,2 |
М6-6Н |
8С |
|||||||
5 |
15Н7 |
30 |
14,2 |
30 |
М6-7Н |
12 |
1 |
90 |
7В |
Ст. 30ХГСА |
321 |
6 |
15Н9 |
14,0 |
М6-6Н |
8В |
|||||||
7 |
20Н7 |
19,0 |
М6-7Н |
1,25 |
70 |
7С |
|||||
8 |
20Н9 |
18,5 |
М6-6Н |
8С |
|||||||
9 |
25Н7 |
45 |
23,5 |
40
|
М8-7Н |
15 |
1.5 |
80 |
7А |
Ст. 40Х
|
217
|
10 |
25Н9 |
24,0 |
М8-6Н |
8А |
|||||||
11 |
30Н7 |
29 |
М8-7Н |
1,75 |
60 |
7В |
|||||
12 |
30Н9 |
28,5 |
М8-6Н |
8В |
|||||||
13 |
40Н7 |
60 |
38,5 |
55 |
М10-7Н |
20 |
2,0 |
70 |
7С |
Сч.21-40 |
170..241 |
14 |
40Н9 |
38,0 |
М10-Н6 |
8С |
|||||||
15 |
50Н7 |
49,0 |
М12-7Н |
2,5 |
60 |
7В |
|||||
16 |
50Н9 |
48,5 |
М12-6Н |
8В |
|||||||
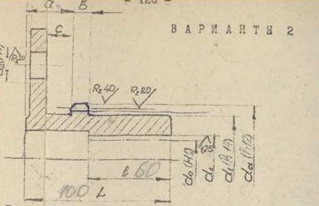
Таблица 2
№ п/п |
L |
l |
C |
d0 |
d |
d1 |
d2 |
|
Параметры зубчатого венца |
Материал |
НВ |
|||
b |
m |
z |
Степень точн. |
|||||||||||
1 |
40 |
20 |
10 |
11,6 |
12Н7 |
15 |
М10 |
16 |
5 |
0,5 |
50 |
7-В |
Ст. 20 |
156 |
2 |
23 |
12 |
11,8 |
12Н8 |
16 |
М12 |
18 |
0,75 |
40 |
|||||
3 |
50 |
28 |
14 |
15,4 |
16Н7 |
20 |
М14 |
20 |
8 |
1 |
30 |
|||
4 |
30 |
15 |
15,6 |
16Н9 |
22 |
М16 |
24 |
1,25 |
28 |
|||||
5 |
76 |
45 |
16 |
|
24Н7 |
30 |
М18 |
30 |
16 |
1 |
36 |
7-С |
Ст. 50 |
241 |
6 |
48 |
18 |
24Н8 |
30 |
М20 |
32 |
1,25 |
32 |
||||||
7 |
50 |
20 |
23,6 |
24Н9 |
32 |
М22 |
35 |
1,5 |
24 |
|||||
8 |
100 |
55 |
22 |
|
32Н7 |
38 |
М8 |
40 |
18 |
1,75 |
30 |
8-В |
Ст. 60 |
255 |
9 |
60 |
24 |
32Н8 |
40 |
М10 |
45 |
2,0 |
24 |
||||||
10 |
65 |
26 |
|
32Н9 |
40 |
М12 |
50 |
2,5 |
22 |
|||||
11 |
60 |
28 |
|
38Н7 |
44 |
М14 |
40 |
20 |
1,75 |
36 |
8-А |
Ст. 30ХГС |
240 |
|
12 |
62 |
30 |
38Н8 |
44 |
М16 |
42 |
2,0 |
34 |
||||||
13 |
130 |
70 |
32 |
44 |
45Н7 |
50 |
М18 |
50 |
24 |
2,0 |
32 |
7-А |
ЛС59-1Л |
80 |
14 |
75 |
34 |
|
45Н8 |
52 |
М20 |
55 |
2,5 |
28 |
|||||
15 |
80 |
36 |
45Н9 |
52 |
М22 |
60 |
3,0 |
22 |
||||||
16 |
150 |
90 |
38 |
49 |
50Н7 |
56 |
М12 |
65 |
30 |
3,5 |
20 |
7-В |
Д16 |
70 |
17 |
100 |
40 |
49,2 |
50Н8 |
58 |
М16 |
70 |
4,0 |
18 |
|||||
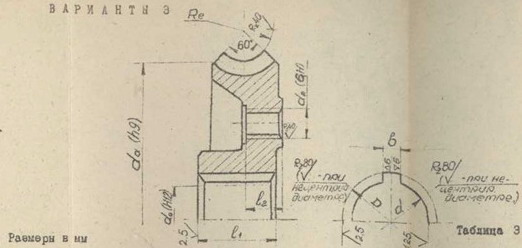 Таблица
3
Таблица
3
№ п/п |
d0 |
d2 |
l2 |
l1 |
Параметры шлицев (посадки и класс точности) |
|
Материал |
НВ |
|||||||
D |
d |
b |
z |
m |
z |
Re |
Число заходов червяка |
Степень точности |
|||||||
1 |
22,5 |
М8 |
8 |
30 |
26 (b12) |
23 (Н7) |
6 (U1) |
6 |
1 |
120 |
21 |
2 |
7-В |
Бр. ОЦС5-5-5 |
60 |
2 |
22,0 |
М10 |
10 |
32 |
110 |
8-В |
|||||||||
3 |
25,0 |
М12 |
9 |
34 |
30 (b12) |
26 (Н7) |
1,25 |
110 |
29,75 |
1 |
7-А |
||||
4 |
25,5 |
М10 |
11 |
36 |
100 |
8-А |
|||||||||
5 |
28,0 |
М12 |
10 |
38 |
32 9Н70 |
28 9Н120 |
7 (U3) |
1.5 |
100 |
28.5 |
2 |
7-C |
|||
6 |
27.0 |
М14 |
12 |
40 |
90 |
8-C |
|||||||||
7 |
31.5 |
М12 |
11 |
42 |
36 (b12) |
32 (Н8) |
6 (U2) |
|
1,75 |
96 |
38,25 |
1 |
7-А |
СЧ21-40 |
170… 241 |
8 |
31,0 |
М14 |
14 |
44 |
90 |
8-С |
|||||||||
9 |
34,5 |
М16 |
12 |
46 |
40 (Н9) |
36 (Н12 |
7 (U4) |
8 |
2,0 |
90 |
20 |
2 |
7-В |
||
10 |
36,0 |
М14 |
15 |
48 |
80 |
8-А |
|||||||||
11 |
40,0 |
М16 |
14 |
50 |
46 (b12) |
42 (Н7) |
8 (U1) |
2,25 |
80 |
20,25 |
1 |
7-А |
|||
12 |
41,0 |
М18 |
18 |
52 |
70 |
8-В |
|||||||||
13 |
46,0 |
М22 |
15 |
54 |
50 (Н7) |
46 (Н12 |
9 (U3) |
2.5 |
60 |
22,5 |
1 |
7-C |
|||
14 |
45.0 |
М20 |
20 |
56 |
50 |
8-А |
|||||||||
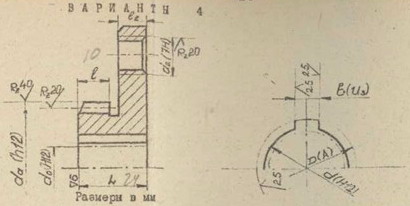 Таблица
4
Таблица
4
№ п/п |
L |
l |
d0 |
L2 |
d2 |
Параметры шлицев (посадки и класс точности) |
Параметры зубчатого венца |
Материал |
НВ |
|||||
D |
d |
b |
z |
m |
z |
Степень точности |
||||||||
1 |
20 |
8 |
10,5 |
7 |
М6 |
14 |
11 |
3 |
6 |
0,5 |
50 |
7-В |
Ст. 30 |
179 |
2 |
12,4 |
8 |
16 |
13 |
3,5 |
60 |
||||||||
3 |
24 |
10 |
15,5 |
10 |
М8 |
20 |
16 |
4 |
0,75 |
50 |
||||
4 |
17,0 |
11 |
22 |
18 |
5 |
52 |
||||||||
5 |
30 |
14 |
20,0 |
12 |
М10 |
25 |
21 |
1,0 |
40 |
Ст. 30ХГСА |
229 |
|||
6 |
22,5 |
13 |
28 |
23 |
6 |
50 |
||||||||
7 |
35 |
15 |
25,0 |
15 |
М12 |
32 |
26 |
1,25 |
42 |
|||||
8 |
27,0 |
17 |
М14 |
34 |
28 |
7 |
54 |
|||||||
9 |
40 |
18 |
31,5 |
18 |
М16 |
38 |
32 |
6 |
7 |
1,5 |
40 |
46 |
Ст. 65 |
300 |
10 |
35,0 |
19 |
М18 |
42 |
36 |
7 |
44 |
|||||||
11 |
45 |
20 |
41,0 |
20 |
М20 |
48 |
42 |
8 |
1,75 |
38 |
||||
12 |
41,5 |
22 |
М12 |
54 |
46 |
9 |
42 |
|||||||
13 |
50 |
20 |
51,0 |
24 |
М14 |
60 |
52 |
10 |
2,0 |
38 |
СЧ18-36 |
170 …229 |
||
14 |
55,0 |
26 |
М20 |
65 |
56 |
46 |
||||||||
15 |
44 |
20 |
35,0 |
20 |
М16 |
45 |
36 |
5 |
10 |
2,5 |
36 |
|||
16 |
41,0 |
19 |
М18 |
52 |
42 |
6 |
38 |
|||||||
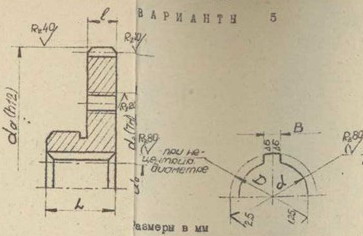 Таблица
5
Таблица
5
№ п/п |
L |
d0 |
L |
d2 |
Параметры шлицев (посадки и класс точности) |
Параметры зубчатого венца |
Материал |
НВ |
||||
D |
d |
b |
m |
z |
Степень точности |
|||||||
1 |
25 |
15,0 |
10 |
М10 |
20 (b12) |
16 (H7) |
2.5 (U1) |
1,0 |
100 |
7-B |
Ст.25 |
170 |
2 |
15,4 |
12 |
М12 |
1,25 |
||||||||
3 |
30 |
17,0 |
М10 |
23 (b12) |
18 (H7`) |
3 (U1) |
1,5 |
90 |
||||
4 |
17.2 |
M12 |
1,25 |
|||||||||
5 |
35 |
20.0 |
15 |
M14 |
26 (H7) |
21 (H13) |
(U3) |
1,5 |
85 |
8-B |
СЧ12-28 |
143… 229 |
6 |
21,0 |
Ь16 |
1,75 |
|||||||||
7 |
40 |
21,5 |
18 |
M14 |
29 (b12) |
23 (H8) |
4 (U2) |
1,5 |
82 |
|||
8 |
22.0 |
20 |
M18 |
1,75 |
||||||||
9 |
45 |
25,0 |
М16 |
32 (Н9) |
26 (Н13) |
4 (U4) |
1,5 |
80 |
7-С |
Ст. 70 |
229 |
|
10 |
26 |
24 |
М20 |
2,0 |
||||||||
11 |
50 |
26,5 |
М18 |
35 (b12) |
28 (Н7) |
4 (U1) |
2,25 |
70 |
||||
12 |
27,0 |
28 |
М22 |
2,5 |
||||||||
13 |
55 |
31,0 |
М20 |
40 (Н7) |
32 (Н13) |
5 (U3) |
3,0 |
60 |
8-С |
Д1 |
60 |
|
14 |
32,0 |
30 |
М10 |
3,5 |
||||||||
15 |
60 |
34,5 |
М12 |
45 (b12) |
36 (Н7) |
5 (U1) |
4,0 |
50 |
||||
16 |
35,0 |
32 |
М14 |
4,5 |
||||||||
 Таблица
6
Таблица
6
№ п/п |
L |
d |
d0 |
L |
D2 |
Параметры зубчатого венца |
Материал |
НВ |
||||
mS |
z |
RE |
Число заходов червяка |
Степень точности |
||||||||
1 |
15 |
20Н7 |
20,5 |
13 |
М8 |
1,0 |
100 |
24 |
2 |
7-А |
СЧ15-32 |
163… 229 |
2 |
16 |
22Н8 |
19,0 |
14 |
1,25 |
23,75 |
||||||
3 |
18 |
24Н9 |
23,0 |
16 |
М10 |
1,5 |
80 |
32,5 |
8-А |
|||
4 |
22 |
30Н7 |
28,5 |
19 |
1,75 |
36,25 |
|
|||||
5 |
20 |
26Н7 |
24,0 |
17 |
М12 |
1,25 |
90 |
28,75 |
1 |
7-В |
СЧ21-40 |
170… 241 |
6 |
24 |
28Н8 |
26,5 |
21 |
1,5 |
36,5 |
||||||
7 |
28 |
32Н9 |
30,0 |
25 |
М14 |
2,0 |
70 |
24 |
8-В |
|||
8 |
32 |
38Н7 |
34,5 |
28 |
2,5 |
27,5 |
7-А |
|||||
9 |
36 |
40Н8 |
38,0 |
34 |
М16 |
3,0 |
30,0 |
|||||
10 |
30 |
35Н9 |
32,5 |
27 |
2,25 |
76 |
22,25 |
8-А |
БР ОЦ6-6-3 |
60 |
||
11 |
34 |
38Н8 |
36,0 |
30 |
2,5 |
32,5 |
||||||
12 |
38 |
42Н9 |
40,0 |
34 |
3,0 |
39 |
||||||
13 |
40 |
45Н7 |
43,5 |
36 |
М18 |
3,5 |
60 |
31,5 |
7-В |
|||
14 |
42 |
50Н9 |
47,5 |
38 |
4,0 |
36 |
8-В |
|||||
Подписано в печать . .201 г. Формат 60х84 1\16
Печ. л. 7.2, Тираж 60 экз.
Заказ №
Снежинский физико-технический институт
Типография СФТИ НИЯУ МИФИ