

1.3.3 Індукційні печі
У індукційних печах енергія перетворюється у теплову безпосередньо у розплавленому в печі металі, який нагрівається токами «Фуко», що утворюються електромагнітною індукцією. По суті роботу індукційної печі можна порівняти з роботою електричного трансформатору.
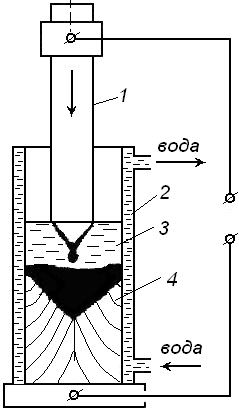
Рис. 1.4 – Установка електрошлакового переплаву.
1 – електрод, що витрачається; 2 – водоохолоджуваний кристалізатор; 3 – розплавлений шлак; 4 – злиток, який наплавлюється.
Змінний електричний струм у індукційній печі протікає крізь індуктор (первинна котушка) та створює навколо нього змінне магнітне поле. Утворений при цьому змінний магнітний потік індукцює у металі, що нагрівається, який знаходиться в тиглі печі (вторинний ланцюг) змінну ЕРС, під впливом якої в металі виникають змінні токи «Фуко», що розігрівають.
Потужність, яка перетворюється у тепло, визначається виразом:
![]() ,
Дж (1.3)
,
Дж (1.3)
де I – сила струму в індукторі, А; n – кількість витків індуктора; d – діаметр печі, см; h – висота садки у тиглі, см; ρ – питомий електричний опір, 10-9, Ом/см; μ – магнітна проникність садки, Гн/м; f – частота струму, Гц.
Коефіцієнт корисної дії індукційних печей складає 70%.
За конструктивним виконанням індукційні печі бувають двох типів: без залізного сердечника – тигельні та із залізним сердечником – канальні (рис.1.5). У тигельних печах метал знаходиться в тиглі, який опоясаний індуктором, а в канальних печах – у кільцевому каналі навколо індуктора, у середині якого розташовано сердечник.
Тигельні індукційні печі знайшли більш широке застосування в промисловості та використовуються при виплавці високоякісних сталей, сплавів та жароміцних чавунів. Канальні печі використовуються для плавки кольорових металів і сплавів та рідше для плавки чавуну.
Індукційні печі місткістю більш 1 т працюють на струмі промислової частоти (50 Гц). Печі малої місткості живляться струмом високої частоти. Для цього використовують спеціальні джерела живлення – перетворювач високої частоти: машинні генератори, лампові та тиристорні перетворювачі, які підвищують частоту змінного струму до 500-1000 Гц. Індуктор печі охолоджується водою, а для забезпечення більшої безпеки вода циркулює під дією розрідження.
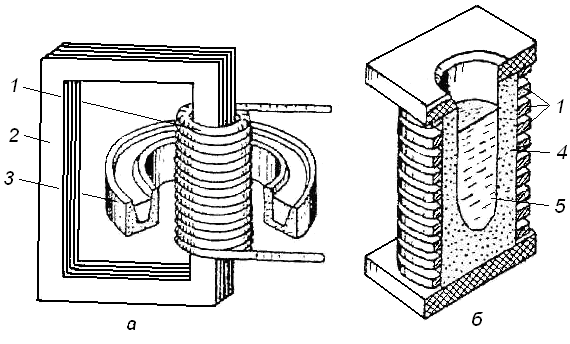 Рис.
1.5 – Індукційні печі з сердечником
(а)
і
тигельна (б).
Рис.
1.5 – Індукційні печі з сердечником
(а)
і
тигельна (б).
1 – індуктор; 2 – сердечник; 3 – кільцевий жолоб з металом; 4 – тигель; 5 – метал.
1.3.4 Електронно-променеві установки
В електронно-променевих печах (ЕПП) процес йде у вакуумі та електрична енергія перетворення у тепло у результаті гальмування пучка прискорених електронів на поверхні тіла, що нагрівають, та перетворення кінетичної енергії електронів у теплову.
Підведена до металу потужність розподіляється згідно виразу:
Рпід=Рпов+Рвипр+Рвип+Ртепл., Дж (1.4)
де Рпід – підведена потужність; Рпов – потужність, яка витрачається на плавлення та перегрів металу; Рвипр, Рвип, Ртепл – потужність, яка витрачається на покриття теплових витрат випромінюванням, випаровуванням та теплопровідністю крізь злиток відповідно.
На електронно-променевих установках можуть встановлювати електронні гармати з кільцевим катодом, радіальні або аксіальні, а також магнетронні гармати.
У промисловості працюють ЕПП з боковою подачею заготовки, що переплавляється, та надходженням крапель рідкого металу безпосередньо у водоохолоджуємий кристалізатор. Установки з проміжною ємністю (рис.1.6) характеризується більш високою економічністю, а метал, що отримують в процесі переплаву, має кращу якість унаслідок додаткового рафінування його в проміжних ємностях. Така конструкція ЕПП дозволяє використовувати в процесі переплаву, разом з заготовкою, що переплавляється, зливки, стружку, лом, порошок та рідкий метал.
Р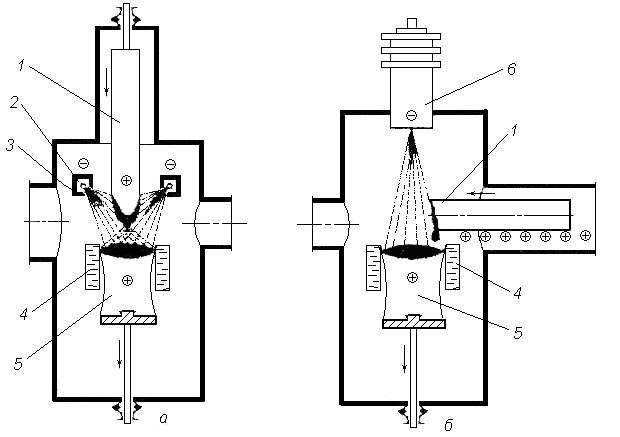 ис.
1.6 – Електронні плавильні установки з
кільцевим катодом (а)
і
з аксіальною гарматою (б).
ис.
1.6 – Електронні плавильні установки з
кільцевим катодом (а)
і
з аксіальною гарматою (б).
1 – електрод, що витрачається; 2 – кільцевий катод; 3 – екран; 4 – водоохоло-джуваний кристалізатор; 5 – злиток, який наплавляється; 6 – аксіальна гармата.