

1.8. Сборка электронных блоков на пп.
Операции сборки и монтажа являются наиболее важными в ТП изготовления электронных блоков, поскольку они оказывают определяющее влияние на технологические характеристики изделий и отличаются высокой трудоемкостью (до 50–60 % общей трудоемкости изготовления). При этом трудовые затраты для подготовки изделий электронной техники (ИЭТ) к монтажу составляют около 10 %, их установка – более 20 %, пайка – 30 %. Автоматизация и механизация этих групп операций дает наибольший эффект в снижении трудоемкости изготовления изделий. Основными путями повышения эффективности являются: применение автоматизированного оборудования, групповая обработка ИЭТ, внедрение новой элементной базы, например, поверхностно-монтируемых элементов.
ТП автоматизированной сборки состоит из подачи компонентов и деталей к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, фиксации элементов на плате. В зависимости от характера производства, сборка может выполняться в ручную с индексацией и без индексации адреса; механизировано на пантографе; автоматизировано параллельно на автоукладчиках и последовательно на автоматах или автоматических линиях с управлением от ЭВМ.
Подача элементов к месту установки при автоматизированной сборке осуществляется путем загрузки кассет с ИЭТ и платами в магазины и накопители автомата, захвата ИЭТ установочной головкой и позиционирования. Как правило, загрузка кассет осуществляется вручную, и только в ГАП эта операция выполняется с помощью автоматических транспортных средств. Основные операции на сборочном автомате осуществляются без участия оператора. Платы со смонтированными (набитыми) ИЭТ снимаются с автомата вручную или автоматически, например роботами-манипуляторами, и направляются на полимеризацию клея. Затем плата поступает на светомонтажный или обычный стол, где устанавливаются ИЭТ малой применяемости. После пайки, отмывки остатков флюса и устранения дефектов собранную плату визуально и функционально контролируют. Заключительной операцией процесса сборки является ее влагозащита.
Применение ручной сборки экономически оправдано при изготовлении не более 15÷200 тыс. шт. в год партиями по 100 шт. При этом на каждой плате может быть расположено до 100 элементов, в том числе до 20 ИМС. Достоинствами ручной сборки являются: высокая гибкость при смене объектов производства, возможность постоянного визуального контроля, что позволяет своевременно обнаруживать дефекты плат или компонентов и устранять причины брака. Недостатки – низкая производительность, значительная трудоемкость ТП, необходимость в высококвалифицированном рабочем персонале.
При объеме выпуска 100÷500 тыс. шт. в год с количеством расположенных на ПП элементов до 500 шт. экономически целесообразно использовать механизированную сборку с пантографом. При этом высокая гибкость сочетается с большей, чем при ручной сборке, производительностью. В условиях массового выпуска однотипных изделий бытовой ЭА (0,5÷5,0 млн шт. в год) целесообразно использовать автоматизированное оборудование (автоматы) или автоматические линии с управлением от ЭВМ.
Структура типового процесса сборки изделий ЭТ на ПП приведена на рис. 1.8.1.
В производстве ИЭТ применяют следующие виды контроля:
входной – дополнительная проверка элементов по параметрам, определяющим их работоспособность и надежность с целью исключения дефектных элементов вследствие ошибок поставщика, продолжительного хранения на складах, повреждений при транспортировке и др.;

Рис. 1.8.1
операционный – контроль продукции после завершения какой-либо операции;
приемочный – контроль готовой продукции по окончании всех технологических операций.
При входном контроле брак установить проще, чем в готовом изделии, поэтому все комплектующие элементы подвергают как визуальной, так и электрической проверке. При визуальной проверке обращают внимание на наличие на элементе отчетливо видимой надписи (тип, номинал, допуск, клеймо проверки ОТК), а также на отсутствие механических повреждений – царапин, сколов, трещин, вмятин и коррозии.
При электрической проверке уточняют соответствие электрических параметров элементов данным, указанным в ТУ или ГОСТах.
Входной контроль может быть сплошным (100 %) или выборочным. Объем выборки определяется по формуле
n=tpσ2/ε, |
(1.8.1) |
где tp – коэффициент, зависящий от принятой вероятности P бездеффектности и определяемый по табл. 1.8.1; σ – среднеквадратическое отклонение значений контролируемых параметров; ε – заданная точность определения математического ожидания работоспособности элемента.
Таблица 1.8.1
P |
0,80 |
0,85 |
0,90 |
0,95 |
0,9973 |
0,999 |
tp |
1,382 |
1,439 |
1,643 |
1,960 |
3,000 |
4,200 |
В зависимости от закона распределения σ принимает следующие значения:
при нормальном законе |
σ=∆A/6=δ/3; |
(1.8.2) |
|
при равновероятностном |
σ=∆A/(2√3); |
(1.8.3) |
|
при дельта-распределении |
σ=∆A/2, |
(1.8.4) |
|
где ∆A – разность между максимумом и минимумом исследуемого параметра по ТУ.
Пример. Для партии резисторов МЛТ-0,125 10 кОм±10% при вероятности годности P=0,95 и заданной точности ε=5% объем проверки n=1,96×3,332/5=4,35, т.е. 4,5 % МЛТ.
Правило контроля гласит, что если по выборочной проверке ЭРЭ бракованным окажется большее количество элементов, чем приемочное число, то проверке подлежит удвоенное количество ЭРЭ. В случае выявления при проверке удвоенного количества изделий хотя бы одного бракованного изделия проверке подлежит 100 % изделий.
Надежность входного контроля Н зависит от метода и характера контроля. В общем случае вероятность ошибки контроля Рк зависит от скорости испытаний и срока службы Т контрольного оборудования, т. е.
|
(1.8.5) |

где Р0 – вероятность ошибки метода контроля; V=N/t – скорость испытаний; n – число испытываемых изделий; t – время контроля.
Зависимость вероятности ошибки контроля в ручном (кривая 1) или автоматическом (кривая 2) режиме от времени Т приведена на рис. 1.8.2.
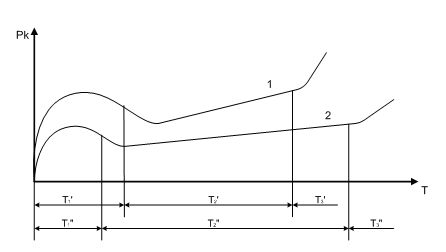
Рис. 1.8.2
Начальный период контроля Т1
характеризуется повышенной вероятностью
ошибок, что объясняется пусковым периодом
для автоматического контроля и освоением
процесса контроля оператором для ручного
метода. Основной период контроля Т2
для автоматического метода контроля
близок к постоянству вероятности ошибки,
а для ручного – возрастанием вероятности
ошибки. Заключительный период Т3
обладает резким возрастанием Рк
из-за выработки срока службы средств
контроля и утомляемости оператора,
причем
 .
.
При сложном (100 %) контроле надежность операции контроля оценивается по формуле
|
(1.8.6) |

Надежность выборочного контроля определяется из соотношения
|
(1.8.7) |

где
 – надежность контроля выборки, а
– надежность контроля выборки, а
 - вероятность наличия брака в выборке.
- вероятность наличия брака в выборке.
Для автоматического контроля на участке Т2 кривой Р=f(Т) имеет место Р0(V,T)≈const≈P0. При 100 %-ном контроле значение Нк=1–Р0n, а для ручного контроля P(k)=bn, где b – коэффициент, характеризующий наклон P=f(T) на участке Т2: b=k/(Tm); k – число ошибок за последний промежуток времени, m – общее число ошибок за время T, таким образом HK=1– (bN2/2).
Зоны надежности, справедливые как для автоматического (прямая 1), так и для ручного (прямая 2) контроля, при выборочном или сплошном контроле приведены на рис. 1.8.3.
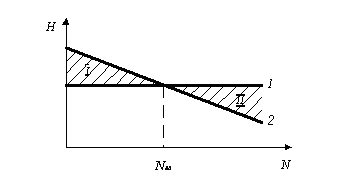
Рис. 1.8.3
В зоне I большей надежностью
обладает 100 %-ный контроль, в зоне II
– выборочный, Нкр определяется
из условия Нк max=Hк.
Для автоматического контроля
 ,
а для ручного
,
а для ручного
 ,
где а=0,25÷1,0 в зависимости от выбранной
надежности испытаний; Рво –
вероятность брака (отказа) при данной
методике испытаний; Рво=f(n),
где n – объем выборки.
,
где а=0,25÷1,0 в зависимости от выбранной
надежности испытаний; Рво –
вероятность брака (отказа) при данной
методике испытаний; Рво=f(n),
где n – объем выборки.
На практике используют следующие статистические методы выборочного контроля:
1) однократной выборки, когда из партии N выбирается m изделий. По ТУ для каждой выборки n известен норматив браковки С. Если число браковок m>C, то партия бракуется, при m<C партия признается годной;
2) двукратной выборки, когда из выборки n1 изделий оказывается m1 бракованных изделий, тогда если m1/n1>C1, то партия бракуется, а при C1≥m1/n1≤C2 берется партия n2 изделий, и если (m1+m2)/(n1+n2)≤C3, то партия принимается, в противном случае – партия бракуется. Значения C1, C2 и C3 – см. в таблицах по вероятности;
3) последовательного анализа, когда по результатам испытаний партии n строят график зависимости числа m=f(n), на котором наносят зоны приемки, браковки продолжения испытаний. В соответствии с координатами точки (m,n) принимают решение о пригодности или браке партии.
Экономическая оценка С входного контроля дает возможность решить вопрос о целесообразности применения того или иного метода контроля. Так, при отсутствии контроля сумма затрат определяется по формуле
С0=РNCp, |
(1.8.8) |
где С0 – полная стоимость, равная затратам на устранение брака; Р – вероятность брака, N – общее число элементов, Ср – затраты на замену (ремонт) одного элемента (детали).
При 100 %-ном контроле полная стоимость затрат на контроль и замену бракованных элементов равна
С0′=NCк+K1PNCp, |
(1.8.9) |
где Ск – стоимость контроля одной детали; К1 – доля брака, пропущенного при 100 %-ном контроле, а при выборочном контроле
C0″=PA[Ck+(N–n)PCp+nK2PCp]+[nCk(1–PA)]/PA, |
(1.8.10) |
где РА – вероятность приемки партии из N деталей по контролю выборки n деталей; (N–n)PCp – стоимость замены бракованных изделий из неконтролируемой части партии; nK2PCp – стоимость замены бракованных деталей из подконтрольной части партии, пропущенных контролем; nCk – стоимость контроля выборки из n элементов; (1–PA) – вероятность отбраковки.
По (1.8.8) – (1.8.10) зависимость полной стоимости различных методов контроля от доли брака имеет вид рис. 26.3; из него можно найти оптимальный по стоимости контроль. Критическая точка Nкр пересечения прямых 1 (для отсутствия контроля) и 2 (для выборочного контроля):
P1=nCk/Cp[N–PA(N–n–nK2)], |
(1.8.11) |
P2=Ck/Cp(1–K1)]. |
(1.8.12) |
Типы моделей корпусов ИМС см. по Справочнику (например, Тарабрина).
С появлением безвыводных ЭРЭ и ИМС предложены ленточные носители с внутренними гнездами, герметизированными полиэфирной пленкой в горячем состоянии.
В массовом производстве распаковка ИМС осуществляется автоматически (табл. 1.8.2).
Варианты формовки ЭРЭ и их установка на ПП должны соответствовать ОСТ 4010.030-81 (рис. 1.8.4).
Варианты:
а – для ЭРЭ с осевыми выводами на односторонних ПП;
б – для ЭРЭ с «зиг» формовкой выводов на двухсторонних ПП;
в – для плотной компоновки на ПП;
г – для межплатной конструкции блока;
д – для транзисторов;
е – для ИМС с планарными выводами.
Таблица 1.8.2
Параметры
Модель 141-411
Модель АД-901
Модель АД-902
Тип корпуса ИМС
401.14 – 1, 2, 3
401.14 – 1, 2, 3
402.16
Производительность, шт/ч
1200
1800
1800
Число кассет
18
12
12
Число ИМС в кассете
50
30
26
Потребляемая мощность, Вт
500
120
120
Габариты, мм
990×450×1600
600×685×1700
600×685×1700
Масса, кг
300
200
200
Установочный размер должен быть кратным шагу координатной сетки (2,5 или 1,25 мм).
а
б
в
г
д
е

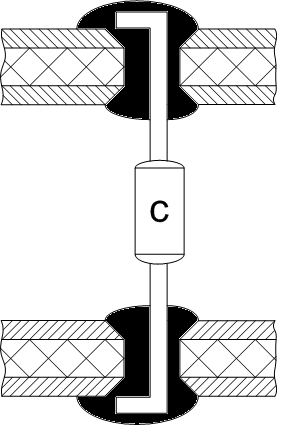
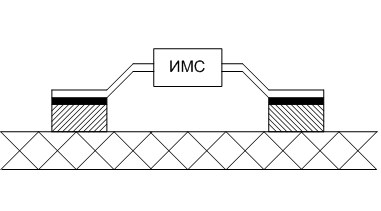

Рис. 1.8.4.
Предельные отклонения размеров инструмента: отверстий по Н12, Н13; валов по Н12, радиусов гибки – 0,3 мм; остальные по IT 14/2.
Усилие формовки-гибки планарных выводов оценивается по формуле
P=1,25kbδσB+Pпр, |
(1.8.13) |
где k – коэффициент, определяющий состояние поверхностей пуансона и матрицы (1,0÷1,2); b – ширина вывода, мм; δ – толщина вывода, мм; σB – предел прочности вывода, Мпа; Pпр – усилие прижима выводов – (0,25÷0,30) Р; для корпусов типа 4 Рпр=(15±1,5)Н на вывод.
Сведения об оборудовании для подготовки ЭРЭ и ИМС табл. 1.8.3.
Размещение дискретных ЭРЭ в технологической таре позволяет повысить производительность сборки (механизация установки ЭРЭ на ПП). Для вклейки ЭРЭ в липкую ленту применима установка ГГ-1740, шаг вклейки 6 или 9 мм. Полярные ИЭТ вклеиваются в ленту в однозначно ориентированном положении. ЭРЭ с однонаправленными выводами вклеиваются в однорядную перфорированную ленту шириной 18 мм с шагом вклейки 15 мм. Транзисторы типа КТ и ИМС поставляются в специальных одноручьевых технологических кассетах.
Таблица 1.8.3
Наименование, тип |
Тип ЭРЭ, ИМС |
Производительность, шт/ч |
Привод, мощность, Вт |
Габариты, мм |
Полуавтомат подготовки резисторов и диодов, ГГ-2420 |
МЛТ-0,125; 0,25; 0,5; 1,0; 2Д503; -509 |
3000 |
Электромеханический, 50 |
600×500×800 |
Установка рихтовки и обрезки выводов транзисторов, ГГ-2293 |
МП 42, МП 416, ГТ 309 |
300 |
Электромеханический, 50 |
295×215×275 |
Автомат П-образной формовки выводов ЭРЭ, ГГ-1611 |
МЛТ-0,125, 0,25, 0,5 |
3600 |
Электромеханический, 50, 180 |
330×380×405 |
Автомат формовки ИМС, ГГ-2629 |
101МС14-1404.14-3 |
1200 |
Электромеханический, 50, пневматический, 500 |
900×400× ×1500 |
Полуавтомат, РСМ2.230.000 |
КМ варианты III, IV |
1500 |
50, 800 |
2200×1000× ×1500 |
Полуавтомат, ГГ-2125 |
Корпус 301.12-1; -401, -143 |
300 |
Электромеханический, 180 |
335×300×305 |
Установка ЭРЭ и ИМС на ПП является этапом, на котором дефекты данной операции неблагоприятно отражаются на качестве монтажных соединений. Оптимальное выполнение операций установки ЭРЭ на ПП требует согласования допусков на выводы и диаметры отверстий, выбора приемлемого метода фиксации компонента, а также определение оптимального варианта расположения ЭРЭ и ИМС на ПП.
При автоматизированной сборке односторонних и многосторонних ПП необходимо выполнение следующих требований:
- исполнение минимального числа типоразмеров ЭРЭ и ИМС;
- размещение корпусных ИМС на ПП рядами или в шахматном порядке с шагом установки 2,5 мм, корпуса ИМС с планарными выводами допустимо размещать с шагом 1,25 мм, зазоры между ИМС должны быть не менее 1,5 мм;
- установка ИМС со штыревыми выводами – только с одной стороны ПП, а ИМС с планарными выводами – с двух сторон.
Компоненты на ПП должны фиксироваться загибкой, расплющиванием, деформацией выводов, под действием упругих сил или трения. ИМС с планарными выводами приклеивают к ПП.
Очередность установки компонентов определяется вращением тарельчатого магазина и оптического указания (при ручной сборке), максимальная производительность – до 500 элементов в час.
Механизированная сборка требует применения сборочной головки, принимающей компонент из подающего устройства, рихтующей и обрезающей выводы, ориентирующей элемент по контактной площадке, вставляет в отверстия и загибает выводы. На работу сборочной головки значительное влияние оказывают допуски всех элементов.
Так, допуски на механизированную установку ИМС приведены в табл. 1.8.4.
Таблица 1.8.4
Вид допуска |
Обозначение |
Значение, мм |
На ширину выводов |
∆bА |
±0,05 |
На ширину направляющей |
∆bН |
±0,01 |
На положение направляющей |
δA2 |
±0,02 |
На колебания машины |
δA3 |
±0,02 |
На возвратно-поступательное движение |
δA4 |
±0,025 |
На позиционирование |
δA5 |
±0,01 |
На положение монтажного отверстия |
δ01 |
±0,1 |
При установке на устройстве позиционирования |
δуст |
±0,1 |
Допуски δА1х, δА1у на отклонение направляющей, а также на позиционирование δА4 и допуск на положение монтажного отверстия позволяют рассчитывать необходимый диаметр монтажного отверстия по формуле
d=2VδA1x+δ01+δA4+0,5(bax+∆bB)2+VδA1y+δA1+δA4+0,5(bay+∆bB). |
(1.8.14) |