

Вимірювання на приладі
Вимірювання висоти мікронерівностей R на мікроінтерферометрі МИИ-4 здійснюється у такій послідовності:
1.Нитка перехрестя наводиться на край смуги інтерферограми і виконується відлік по барабану окулярного мікрометра N1 (рис. 14).
2.Нитка
перехрестя наводиться на край поруч
розташованої смуги і знову знімається
відлік по барабану мікрометра N2.
Модуль різниці
![]() записують у таблицю вимірювань. Він
характеризує відстань між двома смугами
і визначає ціну поділок барабана
окулярного мікрометра К:
записують у таблицю вимірювань. Він
характеризує відстань між двома смугами
і визначає ціну поділок барабана
окулярного мікрометра К:
![]() .
.
3.Нитка
перехрестя ставиться на край найбільшого
згину другої інтерфереційної смуги і
виконується відлік N3.
Висота окремих нерівностей
![]() записується у таблицю вимірювань.
записується у таблицю вимірювань.
4.Величину R обчислюють за формулою:
![]() , мкм ,
, мкм ,
де λ – значення довжини хвилі; при зеленому світлофільтрі λ = 0,559 мкм, при жовтому – λ = 0,591 мкм.
5.Величина RZ визначається як середнє арифметичне з п’яти максимальних значень R на довжині ділянки вимірювання:
![]() .
.
Порядок виконання роботи
1.Ознайомитися з інтерфереційним методом вимірювання шорсткості поверхні.
2.Вивчити будову та принцип дії мікроінтерферометра МИИ-4.
3.Настроїти прилад для вимірювання.
4.Виміряти висоти мікронерівностей R поверхні деталі та визначити параметр RZ . Результати вимірювань та обчислень занести в табл. 1.
5.Порівняти одержане значення параметра RZ зі стандартним значенням і зробити висновок про їх відповідність.
6.Оформити звіт про роботу.
Таблиця 1
Результати вимірювань та обчислень
Номер ділянки контролю |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
а, мм |
|
|
|
|
|
|
|
|
|
|
b, мм |
|
|
|
|
|
|
|
|
|
|
λ, мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зміст звіту
1.Назва та мета роботи.
2.Обладнання.
3.Призначення й технічна характеристика мікроінтерферометра, гвинтового окулярного мікрометра та деталі.
4.Оптична схема приладу.
5.Результати вимірювань і обчислень.
6.Висновки.
Практична робота №1
Контроль відхилень форми круглих деталей
за допомогою кругло міра
Мета роботи
1.Вивчити будову та роботу кругломіра.
2.Здобути практичні навички вимірювання на кругломірі.
Обладнання
Кругломір типу КД, зразкова деталь, самопис, діаграмний диск для запису круглограми, шаблон.
Завдання
1.Ознайомитися з конструкцією та принципом роботи кругломіра.
2.Виконати центрування деталі з віссю шпинделя кругломіра.
3.Вибрати масштаб збільшення, виконати вимірювання поперечного перерізу деталі й записати самописом круглограму.
4.Виконати обробку круглограми й зробити висновок про одержані значення відхилення від круглості.
Теоретичні відомості
Вимірювання відхилень від круглості здійснюють трьома способами:
1)різничним, при якому визначається різниця між послідовними значеннями розмірів досліджуваного виробу за допомогою дво- або триконтактних приладів;
2)прецизійного обертання, при якому профіль перерізу деталі порівнюється з траєкторією точного кругового руху за допомогою кругломіра;
3)порівнянням зі зразковою круглою поверхнею за допомогою інтерференційних приладів, точність вимірювання якими досягає 0,03 – 0,05 мкм.
Найбільш універсальними та поширеними приладами для визначення відхилень від круглості є кругломіри. Вони працюють за методом відносного прецизійного обертання вимірювального наконечника та контрольованої поверхні деталі з записом відхилень на діаграмному диску чи стрічці або із зображенням цього запису (круглограми) на екрані дисплею. Кругломіри забезпечують більшу точність вимірювання ніж дво- і триконтактні прилади. За допомогою кругломірів можна визначити відхилення від круглості як зовнішніх поверхней (валів), так і внутрішніх (отворів).
Конструкції кругломірів діляться на два типи: з обертанням вимірювального наконечника відносно нерухомої деталі (типу КН) і з нерухомим наконечником, відносно якого обертається контрольована деталь (типу КД). За принципом дії вимірювальних систем кругломіри можуть бути електромеханічними, індуктивними або пневматичними. Різні типи та моделі кругломірів відрізняються між собою також габаритними розмірами та масою контрольованих деталей. Технічні характеристики кругломірів наведені у додатку 3.
У більшості кругломірів є високоточний шпиндель, встановлений на точних напрямних. На шпинделі знаходиться датчик, який обертається разом з ним. Наконечник датчика контактує з поверхнею контрольованої деталі, яка нерухомо розміщена на столі. Показання датчика записуються самозаписувачем у вигляді кругової діаграми. Для контролю круглості в деталях великих розмірів застосовують кругломіри, в яких обертається деталь, а датчик нерухомий. Перед вимірюванням деталь центрують відносно осі обертання.
На рис. 17, а зображений кругломір типу КД, на стіл 1 якого встановлена деталь 2. За один повний оберт деталі всі нерівності в заданому поперечному перерізі деталі сприймаються щупом 3, підсилюються і передаються самопису 5, який викреслює діаграму некруглості зі збільшенням до 104 разів. Щуп 3 встановлений у вимірювальній головці 4, яку можна переміщувати у вертикальному напрямку для контролю круглості у різних поперечних перерізах деталі.
|
Рис. 17. Кругломір (а) і діаграма круглості (б) |
На рис. 17, б показана діаграма круглості, знята у трьох перерізах конічного калібра-пробки (Морзе 5) зі збільшенням у 3000 разів. Відхилення від круглості у такого точного виробу, як калібр, складають: у першому перерізі (I с.) 2,6 мкм (чітко виражена овальність), а в другому та третьому перерізах 0,7 і 0,8 мкм.
На рис. 18 зображена схема кругломіра типу КН, шпиндель якого обертається настільки точно, що його вісь весь час залишається у межах циліндра діаметром, що дорівнює декільком сотим часткам мікрометра. Нехтуючи такими значеннями, можна вважати, що вісь обертання шпинделя залишається у просторі нерухомою. Тоді траєкторія руху жорстко звязаного зі шпинделем перетворювача буде настільки точним колом, що воно може бути прийняте за зразкове.
|
Рис. 18. Схема кругломіра |
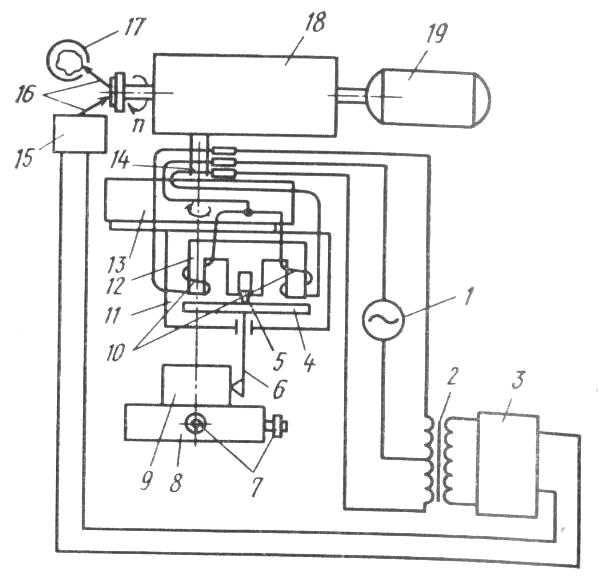
Щоб порівняти профіль підконтрольної деталі з цим колом, необхідно перед початком роботи здійснити центрування осі деталі з віссю шпинделя. Для цього деталь 9 установлюють на стіл 8, який можна переміщувати у горизонтальній площині у двох взаємно перпендикулярних напрямках за допомогою мікрометричних гвинтів 7. Таким чином попередньо центрують деталь.
З деталлю 9 контактує щуп 6 вимірювального перетворювача 11, закріпленого на прецизійному шпинделі 13. Шпиндель обертається від синхронного двигуна 19 через прецизійну коробку швидкостей 18. При обертанні шпинделя, а разом з ним перетворювача і щупа 6 навколо деталі, коливання щупа, викликані відхиленнями форми і хвилястістю поверхні, будуть, в свою чергу, викликати коливання якоря 4 відносно опори 5. Коливання якоря змінюють повітряний зазор між якорем і Ш-подібним сердечником 12, на якому є дві котушки 10. Ці котушки та дві половини первинної обмотки диференціального трансформатора 2 утворюють балансний міст, який живиться від генератора звукової частоти 1. Обмотку котушки сердечника виводять до струмознімних кілець 14, сигнал з яких знімають струмознімними щітками.
Зміна зазора між якорем і Ш-подібним сердечником змінює напругу на виході диференціального трансформатора. Одержані зміни напруги підсилюються електронним блоком 3. Сигнал з виходу електронного блока 3 подається на самописний прилад 15. Синхронно зі шпинделем обертається електротермічний діаграмний диск 17, на якому перо 16 самозаписувача залишає слід у вигляді круглограми. За один оберт диска 17 (і деталі 9) на ньому записується круглограма досліджуваного поперечного перерізу (рис. 19). Ексцентриситет круглограми та зразкового кола буде тим меншим, чим ретельніше виконане центрування деталі.
|
Рис. 19. Круглограма |
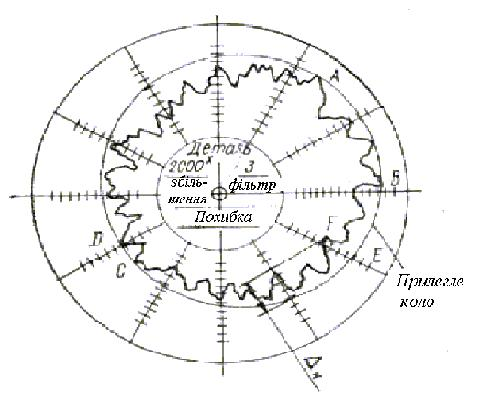
Запис відхилень від круглості досліджуваної поверхні виконується у вигляді профілограми у полярних (рис. 19), рідше у прямокутних координатах. Профілограма поверхні, записана у полярних координатах, називається круглограмою. Її записують у певному масштабі на паперових діаграмних дисках, на яких нанесені дванадцять променів з поділками через 2 мм. Порівняння круглограми з прилеглим до неї колом дозволяє оцінити відхилення від круглості контрольованої деталі. Прилегле коло може бути проведене за допомогою циркуля або шаблона, що додається до кругломіра. Шаблон виконаний у вигляді прозорої пластини з нанесеними на ній через 2 мм концентричними колами. Прозорий шаблон накладають на круглограму і переміщують відносно неї до тих пір, поки одне із кіл шаблона не займе положення прилеглого, тобто знаходять коло найменшого радіуса, яке дотикається круглограми у виступаючих її точках. На рис. 19 таким є коло ABCD. Тоді найбільша відстань ΔН від контура круглограми до прилеглого кола з врахуванням коефіцієнта збільшення приладу буде характеризувати відхилення від круглості досліджуваної деталі.
Ціна поділок шаблона та діаграмного диска залежить від збільшення, з яким записана круглограма. На рис. 19 круглограма знята зі збільшенням 2000х, ціна поділок 1 мкм. Це дає значення відхилення від круглості ΔН приблизно 7,2 мкм (відстань EF).
У сучасних моделях кругломірів, оснащених персональним комп’ютером, центрування деталі здійснюється автоматично (за спеціальною програмою) і прилегле коло на круглограмі також викреслюється автоматично. Крім того, комп’ютер за заданою програмою обчислює значення відхилення від круглості і разом з круглограмою виводить його на екран дисплею.
Для дослідження причин виникнення похибок форми та аналізу характеру відхилень форми в електричній схемі кругломірів передбачені частотні фільтри. Властивості фільтрів характеризуються числом нерівностей, що пропускаються фільтром за один оберт деталі. Тому число записаних на круглограмі нерівностей залежить від фільтра, включеного у вимірювальну систему кругломіра. При дослідженні відхилень від круглості необхідно користуватися низькочастотним фільтром, а вивчення хвилястості та шорсткості виконувати при підключенні фільтра, який пропускає максимальне число нерівностей на колі.
Перевагою кругломіра типу КН є постійне навантаження на обертальну частину, оскільки вона не навантажена підконтрольною деталлю. Це забезпечує високу точність обертання шпинделя. У кругломірах типу КД обертається стіл з вимірюваною деталлю відносно нерухомого вимірювального перетворювача. Це поліпшує умови роботи вимірювальної системи.
Крім кругломірів КН і КД, випускаються накладні кругломіри із самовстановлювальними опорами, в яких для визначення некруглості здійснюють обертання деталі. Похибки вимірювання накладними кругломірами у декілька разів більші, ніж кругломірами КН і КД.