

Рекомендуемый химический состав (масс. %) высокопрочных чугунов (гост 7293-85)
Марка чугуна
|
С*
|
Si*
|
Мn
|
Р
|
S
|
Сr
|
другие
|
Не более не более
|
|||||||
ВЧ35
|
3,3-3,8
|
1,9-2,9
|
0,2-0,6
|
0,1
|
0,02
|
0,05
|
- |
ВЧ40
|
3,3-3,8 |
|
1,9-2,9
|
0,2-0,6
|
0,1
|
0,02
|
0,1
|
-
|
ВЧ45
|
3,3-3,8
|
1,9-2,9
|
0,3-0,7
|
0,1
|
0,02
|
0,1
|
-
|
ВЧ50
|
3,2-3,7
|
1,9-2,9
|
0,3-0,7
|
0,1
|
0,02
|
0,15
|
-
|
ВЧ60
|
3,2-3,6
|
2,4-2,6
|
0,4-0,7
|
0,1
|
0,02
|
0,15
|
О,ЗСu; 0,4Ni N1
|
ВЧ70
|
3,2-3,6 1
|
2,6-2,9
|
0,4-0,7
|
0,1
|
0,015
|
0,15
|
0,4Сu;0,6 Ni
|
ВЧ80
|
3,2-3,6
|
2,6-2,9
|
0,4-0,7
|
0,1
|
0,01 I
|
0,15
|
0,6Сu;0,6 Ni
|
ВЧ 100
|
3,2-3,6
|
3,0-3,8
|
0,4-0,7
|
0,1
|
0,01
|
0,15
|
О,бСu; 0,8 Ni
|
*Для отливок с толщиной стенок до 50 мм; для стенок большего сечения рекомендовано меньшее содержание углерода и кремния.
Во всех чугунах марок ВЧ содержание углерода практически одинаковое и высокое (Сэ = 4,1-4,3), что обеспечивает хорошие литейные свойства. Примесь фосфора из-за образования хрупкого фосфида снижает пластичность, поэтому его содержание не превышает 0,1 %. Особенно вредна сера, так как она снижает механические свойства (из-за образования с магнием и редкоземельными металлами хрупких сульфидов) и ослабляет модифицирующее действие этих элементов. Содержание серы не должно превышать 0,02 %, а в чугунах марок ВЧ 80 и ВЧ 100 — 0,01 %.
Механические свойства высокопрочных чугунов зависят в основном от структуры металлической основы. Чугуны марок ВЧ 35, ВЧ 40 имеют ферритную основу, ВЧ 45 и ВЧ 50 — перлито-ферритную, ВЧ 60, ВЧ 70, ВЧ 80 — перлитную. Требуемая структура металлической основы формируется в процессе литья и последующей термообработки. Для отливок из высокопрочного чугуна применяют следующие виды термообработки:
- отжиг при 500-600 °С для снижения литейных напряжений;
• графитизирующий отжиг для устранения отбела и
формирования ферритной или феррито-перлитной структуры металлической основы (см. выше);
- нормализация для исправления структуры и получения перлитной металлической основы с повышенными механическими свойствами. Нормализация осуществляется путем нагрева отливок до 850-950 °С с последующим охлаждением на воздухе;
• закалка и низкий отпуск. Температура закалки 850-90С °С;
время выдержки зависит от размеров отливки и исходной структуры металлической основы и составляет 0,5-3 ч; охлаждение в масле, обеспечивающее получение мартенситной структуры. Низкий отпуск проводят для снятия внутренних напряжений при температуре 250-380 °С;
• изотермическая закалка по сравнению с обычной исключает возможность образования закалочных трещин и коробления, снижает внутренние термические напряжения и обеспечивает более высокий комплекс прочностных свойств (рис. 7.6, 7.7).
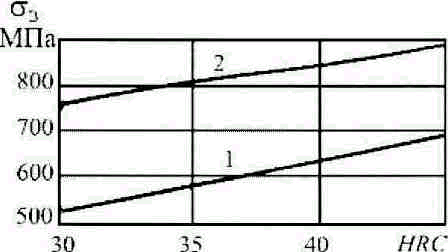
Рис. 7.6. Зависимость прочности от твердости термически обработанного чугуна:
1 — после закалки и отпуска; 2 — после изотермической закалки.
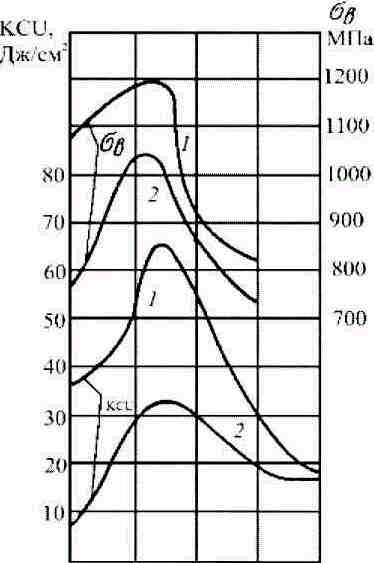
250 300 350 400 °С
Температура ванны
Рис. 7.7. Зависимость механических свойств изотермически закаленного чугуна в зависимости от температуры ванны:
1 — ВЧ 80 ; 2 — ВЧ 100
Режим закалки: нагрев до 830-900°С, выдержка 10-90 мин, охлаждение в ваннах с расплавом щелочей (60 % NaОН + 40 % КОН) или хлористых солей при температуре 300-350 °С. Получаемая бейнитная структура металлической основы обеспечивает высокую прочность и вязкость чугунов.
Высокопрочные чугуны с шаровидным графитом используют для замены литой стали в изделиях ответственного назначения (валки горячей прокатки, станины и рамы прокатных станов, молотов и прессов). По сравнению со сталью они обладают несравненно более высокими литейными свойствами и на 8-10 % меньшей плотностью (последнее позволяет снизить массу машин). Даже поковки ответственного назначения из легированных сталей можно заменять на отливки из высокопрочного чугуна с шаровидным графитом. Классический пример этого — тяжелонагруженные коленчатые валы дизельных, в том числе автомобильных двигателей, к которым предъявляют высокие требования по статической и усталостyой прочности.
Высокопрочный чугун используют и для замены серого чугуна с пластинчатым графитом, если необходимо увеличить срок службы изделия или снизить массу.