

5. Расчет технико-экономических показателей процесса сборки
По разработанному технологическому процессу должна исполняться оценка его эффективности. Основными показателями эффективности является трудоемкость и себестоимость сборки. При выполнении данного этапа требуется наличие различных справочных данных, которые могут быть получены из 4,5.
По данному этапу выполняется расчет следующих показателей:
5.1. Действительная величина такта выпуска:
Д=60*Д*С*(Тс*h-Тобсл.-Тотд.), (21)
где Д- Число рабочих дней в году;
Тс- Длительность смен в часах;
h- коэффициент потерь времени на ремонт оборудования;
С- количество смен на данном производстве;
Тобсл.- время обслуживания рабочего места;
Тотд.- время на перерывы.
Стоимость выполнения сборочной операции:
ФОРМУЛА
!!!!!!!!!!!!!!!!!!!
Во=Тшт/60*(Сиз.*(1+(Zo+Za)/100))+(а*в)/(Фg*hз)), (22)
где
Сиз- часовая заработная плата рабочего сборщика, руб;
Zo- общие цеховые накладные расходы на производственную заработную плату,%;
Za- накладные расходы на амортизацию и оборудование;
а- годовые амортизационные отчисления,%;
в- стоимость оборудования, руб;
Фд- годовой эффективный фонд времени работы оборудования, час;
hз- коэффициент загрузки оборудования.
5.3 Расчетная технологическая себестоимость изделия:
С=Сз+Сэ+Со+Сос+Сс, (23)
где
Сз- Зарплата рабочих-сборщиков;
Сэ- Стоимость электроэнергии;
Со,Сос- Стоимость амортизации оборудования и технологической оснастки;
Сс- Стоимость самих собираемых деталей.
В случае наличия базового технологического процесса сборки изделия может быть проведено его сравнение с разрабатываемым. В этом случае используют критерий минимума приведенных затрат:
З=(С1+Ен*К1)*(N1/N2)-(С2+Ен*К2), где
С1,С2- себестоимость сборки по заводскому и разработанному технологическому процессу;
Ен- нормативный коэффициент экономической эффективности;
N1,N2- программы выпуска по заводскому и разрабатываемым процессам;
К1,К2- капитальные вложения.
6. Особенности разработки технологического процесса автоматической сборки
Возможности автоматизации определяются в первую очередь программой выпуска изделий, серийностью, сроком выпуска. Если эти параметры являются достаточными, то приступают к разработке автоматического процесса. В этом случае студент выполняет следующие виды работ:
- Расчет условий собираемости и ориентации деталей;
- Выбор схемы базирования корпусной детали и расчет погрешности базирования;
- Проработка рекомендаций по усовершенствованию конструкции изделия;
- Выбор типов автоматических устройств;
- Проработка состава позиций автоматической сборки (может быть выполнена проработка компоновки автоматизированной сборочной линии);
- Расчет эффективности автоматизации или расчет социального эффекта. Подробная методика расчета приводится в [2, 3].
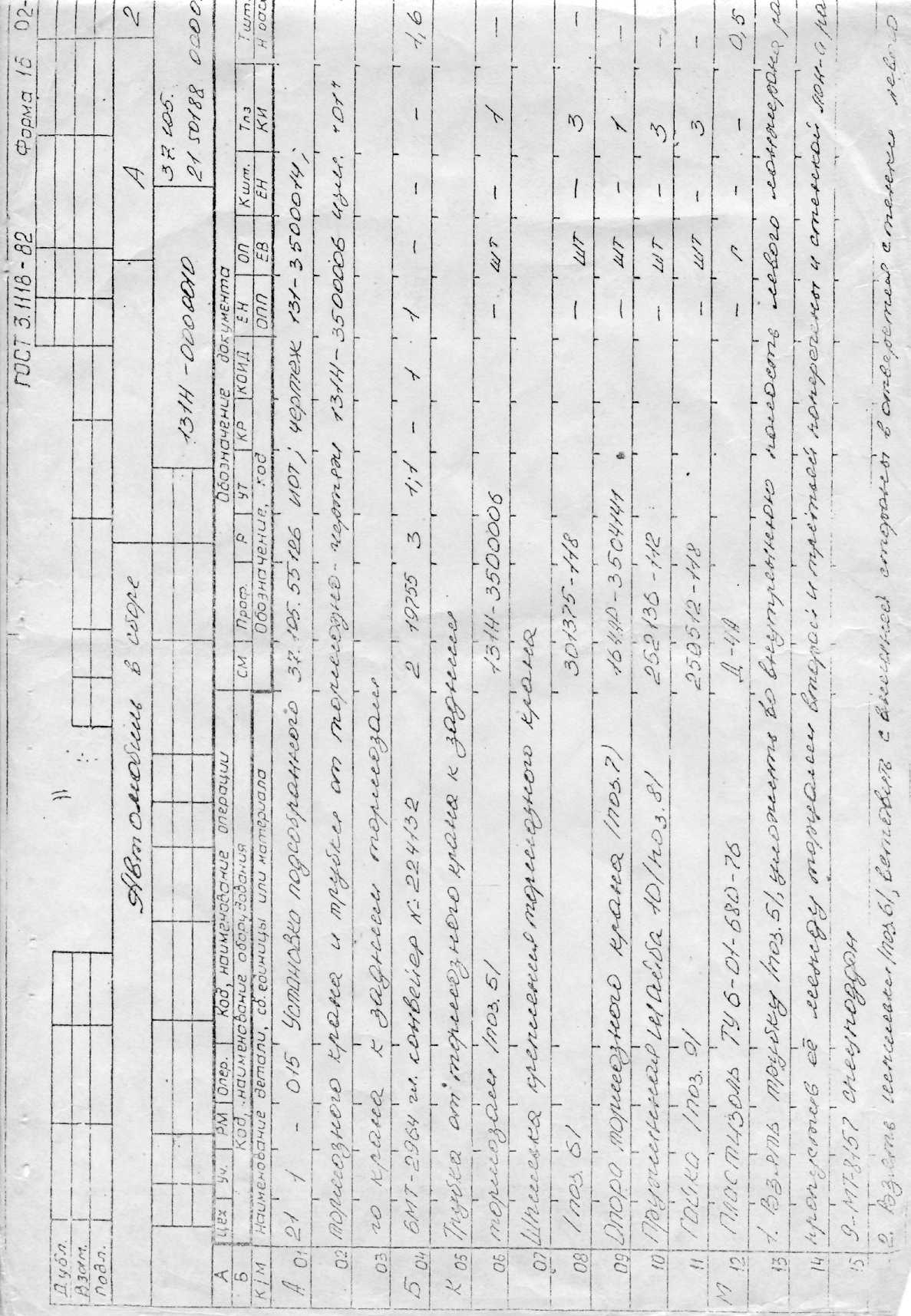
Таблица 1.
Обозначение служебного символа.
|
Содержание информаций, вносимых в графы, расположенные на строке. |
А |
Номер цеха, участка, рабочего места, где выполняется операция, номер операций, код и наименование операций, обозначение документов, применяемых при выполнении операций. |
Б |
Код, наименование оборудования и информация по трудозатратам. |
К |
Информация по комплектности изделия (сб. единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода. |
М |
Информация о применяемом основном материале и исходной заготовке, вспомогательных и комплектующих материалах с указанием наименования кода материала; обозначений подразделений, откуда поступают материалы; кода единицы величины, единицы нормирования; количество на изделие и нормы расхода. |
О |
Содержание операций (перехода). |
Т |
Информация о применяемой при выполнении операций технологической оснастке, средствах индивидуальной защиты. |
Р |
Информация по технологическим режимам. |
С |
Номер по порядку изделий (составных их частей), изготовляемых или то; наименования и обозначения по конструкторским документам, информация по массе изделий и сборочных единиц. |
Ш |
Переменные данные по номерам цеха, участка, рабочего места, операциям и трудозатратам. |
Цех |
Номер (код) цеха в котором выполняется операция (процесс). |
Уч |
Номер (код) участка, конвейера, поточной линии, на которой выполняется операция (процесс). |
РМ |
Номер (код) рабочего места. Графу не заполнять для работ выполняемых на конвейере. |
Опер. |
Нумерация операций (сквозная по цеху). |
Код наименования операций. |
Код операций по «Классификатору технологических операций машиностроения и приборостроения» Наименование операций следует записывать. |
Обозначение документа |
Обозначение документов: технологических инструкций, инструкций по охране труда, карты строповки. Для карт строповки указывать массу перемещаемого груза. |
Код наименование оборудования |
Код указывать по классификатору. До создания классификатора указывать наименование или тип и инвентарный номер технологического оборудования (в том числе контрольные и средства транспортирования). Для автоматической линии указывается модель, а для каждой позиции записывается инвентарный номер или модель станка, входящих в АЛ. |
СМ |
Степень механизации (код). Указывается согласно РТМ 37.105.00784. |
Проф. |
Код профессии по классификатору ОКПДТР. |
Р |
Разряд работы, необходимый для выполнения операций. |
Ут |
Код условий труда и код вида норм: 1 – Нормальные условия труда. 2 – тяжелые условия труда. 3 – Особо тяжелые, особо вредные условия труда. Код вида норм: 1 – Технически обоснованные нормы. 2 – Опытно-статистические нормы. |
КР |
Код работы. Графа для единичных ТП не заполняется. |
ЕН |
Единица нормирования, на которую установлена норма расхода материала или времени (1, 10, 100). |
ОП |
Объём производимой партии в штуках. |
К шт |
Графу не заполнять. |
Т пз |
Норма подготовительно-заключительного времени на операцию. |
Т шт |
Норма штучного времени на операцию. |
Обозначение код |
Обозначение деталей, сборочных единиц, покупных изделий, материала по конструкторскому документу. |
ООП |
Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, СЕ или материала. |
ЕВ |
Код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала по классификатору СОЕИ. |
КИ |
Количество деталей, сборочных единиц применяемых при сборке изделия. |
Н. расх |
Норма расхода материала. |
Исходные данные для стадии 2
Таблица 2.
Сталь 30 [кГс/мм2] |
Сталь 35 [кГс/мм2] |
Сталь 40х |
||||||
Σв |
σт |
σз |
σв |
σт |
σз |
σв |
σт |
σз |
50 |
30 |
(0,5-0,8) * σт |
54 |
32 |
(0,5-0,8) * σт |
63 |
33 |
(0,5-0,8) * σт |
60 |
35 |
65 |
38 |
80 |
65 |
|||
Продолжение Таблицы 2.
Сталь 40 |
Сталь 45 |
Сталь 20х |
||||||
Σв |
σт |
σз |
σв |
σт |
σз |
σв |
σт |
σз |
58... |
34... |
(0,5-0,8) * σт |
61... |
36... |
(0,5-0,8) * σт |
60... |
30... |
(0,5-0,8) * σт |
70 |
40 |
...75 |
45 |
70 |
50 |
|||
σв – Предел прочности при растяжении.
σт – Предел текучести материала.
σз – Предел выносливости.
----------------------------------------------------------------------------
Таблица 3.
М 5 |
S = 8 – 0,12 |
а = 8 – 0,12 |
dо = 5,5 |
М 6 |
S = 10 – 0,22 |
а = 10 – 0,22 |
dо = 6,5 |
М 8 |
S = 13 – 0,27 |
а = 13 – 0,27 |
dо = 8,5 |
М 10 |
S = 17 – 0,27 |
а = 17 – 0,27 |
dо = 10,5 |
М 12 |
S = 19 - 0,33 |
а = 19 – 0,33 |
dо = 12,5 |
М 14 |
S = 22 - 0,33 |
а = 22 – 0,33 |
dо = 14,5 |
М 16 |
S = 24 - 0,33 |
а = 24 – 0,33 |
dо = 16,5 |
М 18 |
S = 27 - 0,33 |
а = 27 – 0,33 |
dо = 18,5 |
Примечания: а – Внешний диаметр опорного торца болта гайки.
Таблица 4.
-
Р, мм
d2, мм
d1, мм
0,75
d – 1 + 0,480
d – 2 + 0,134
1,0
d – 1 + 0,350
d – 2 + 0,917
1,25
d – 1 + 0,188
d – 2 + 0,647
1,5
d – 1 + 0,026
d – 2 + 0,376
1,75
d – 1 + 0,863
d – 2 + 0,106
2,0
d – 1 + 0,701
d – 3 + 0,835
2,5
d – 1 + 0,376
d – 3 + 0,294
ЛИТЕРАТУРА
1. Замятин В.К. Технология и автоматизация сборки.- М.,1993.
2. ВОРОНИН А.В, ГРЕЧУХИН.А.И. Механизация и автоматизация сборки в машиностроении. М., Машиностроение, 1985.
3. Дальский А.М. Технология машиностроения. Том 1.- М., МГТУ им. Н.Э.Баумана, 2001.
4. Справочник технолога-машиностроителя. Под ред. А.М.Дальского, А.Г. КОСИЛОВОЙ и др. В 2-x томах.- М., Машиностроение, 2003.
5. Сборка и монтаж изделий машиностроения. Справочник в 2х томах. Под ред. КОРСАКОВА B.C.- М., Машиностроение, 1983.
6. Технологичность конструкций изделий. Справочник. Под ред. АМИРОВА Ю.Д. М., Машиностроение, 1990.
7. ХУДОБИН Л.В. Курсовое проектирование по технологии машиностроения. М., Машиностроение, 1989
8. Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин и приборов в условиях крупносерийного и среднесерийного типов производства М., 1991.
9. Правила оформления документов на технологические процессы сборки (руководящий документ) РД 37.105.00586 - 88. Москва, 1989.