ли
циональные формы ведения производства,
но также высокий уровень технической
оснащенности заводов. Оборудование и
методы производства, применяемые на
этих заводах, передавались другим
предприятиям, конечно, не только с
помощью книги акад. И. Ф. Германа, а
преимущественно благодаря командировкам
на эти заводы технического персонала
и квалифицированных рабочих других
заводов и соответственно выездам
персонала Петрозаводского и Кончезерского
заводов.
По данным И. Ф. Германа, на обоих
описываемых им заводах имелось в числе
оборудования
Как будет показано ниже, в группу
«станков свирельных» Герман зачислил
также и различные другие виды оборудования.
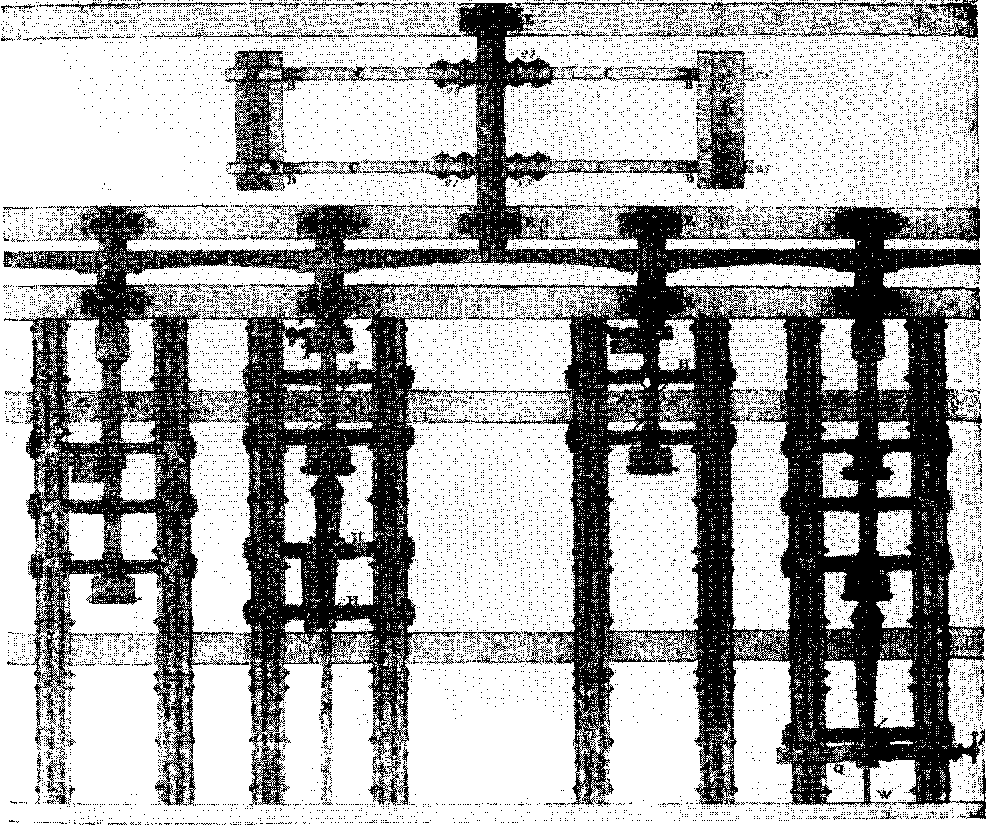
На рис. 73 31 изображена в плане
группа из четырех станков, движимых
одним водяным колесом. Хотя в приведенном
выше перечне все они показаны как
сверлильные, однако сам И. Ф. Герман два
средних именует «токарными». Они были
предназначены для обработки стволов
орудий снаружи, а два крайние станка —
для отрезания прибылей, т. е. по
терминологии Германа, это «резные»
станки. Стволы орудий, подвергавшихся
этим видам обработки, вместе с
применявшимися приспособлениями и
инструментами представлены па этом
чертеже.
Сам процесс наружной обточки на
«токарном» станке был весьма прост. На
левом среднем станке видна доска,
вырезанная по наружным очертаниям
сечения обрабатываемого ствола. На нее
клали бруски абразивов, с помощью
которых и «обтирали» наружную поверхность
вращающегося ствола. Подобный способ
резания металла абразивом имел уже к
описываемому времени большую давность
и поэтому в техническом отношении
интереса не представляет. Однако на
рассматриваемом чертеже и соседнем
с ним показаны характерные способы
закрепления вин- градной части ствола
орудия в своеобразном патроне, называемом
И. Ф. Германом «соединительной
коробкой», а также устройство для
включения и отключения станка от
привода, которые совершенно однотипны
на всех агрегатах, предназначенных для
наружной обточки, отрезания прибыли и
рассверливания канала. Об их конструкции
и работе он сообщал следующее:
«Соединительные коробки пушек имеются
на всех станках одинаковой фигуры и
величины; в оные же вкладываются другие
разной величины, судя по винградам
пушек, или лучше сказать, каждый калибр
пушки имеет особенную для себя
соединительную коробку. Винградная
сия коробка вкладывается в местную
так, чтобы центры обоих коробок, то есть
вальков и пушки, составляли одну
горизонтальную, прямую и параллельную
продольным брусьям линию. Винградная
коробка укрепляется внутрь местной
коробки посредством винтов, продетых
сквозь Винтовую
железную шину
и чугунную стену сей местной
коробки. Поелику в последней из сих не
можно сделать винтового хода по причине
кроп- кости металла, то и проделываются
для проходу винтов в стене одни токмо
круглые отверстия. Шины вокруг коробки
располагаются двояким
30 Иван
Герман,
ук. соч., стр. 24.
31 Там
же, табл. XVII.
«станков
свирельных
для
нужд подделывания раковин
рески
винтов
токарных
10
1 1
1»
30Глава II
Станки
сверлилъно-расточной. группы
149
образом: у иных железная полосовая и
изогнутая шина облегается вокруг
коробки
с трех сторон, а с четвертой полагается
накладка; у иных же
коробок с двух
противных сторон по железной полосе с
винтовым ходом,
а с других двух сторон
завинченные к первым накладки. На
котором
станке сверлятся пушки
большого калибра, тех станков коробки
имеют
шесть винтов для скрепления
винградов, на котором же меньшего
ка-
либра, там только 4 винта. Между
коробкою и винтами полагаются
куски
дерева; и когда таким образом
помощию винграда укрепляют пушку в ко-
Рис.
73. Комплект машин для обработки ствола
орудия. Петрозаводск. Конец XVIII
в.
По
И. Ф. Герману.
робке».82 Описываемая Германом
«соединительная коробка» вместе со
связанным с ней «коробчатым валком»
изображена на рис. 74.88
Таким образом, все станки имели
одинакового вида патрон, в который
вставлялась винградная коробка разных
размеров, пространство между внутренней
поверхностью патрона и коробкой
заполнялось древесиной, и коробка
стягивалась болтами. Такие устройства
были обычны и на других заводах в
России и на Западе.
Ствол орудия вращался в разъемных
подшипниках из мягкого чугуна, число
которых зависело от размеров
обрабатываемого предмета. Эти под
32 Там
же, стр. 99—100.
33 Там
же, табл. XXIII.