

Исходные данные
Таблица 1 – Исходные данные для проведения процесса
|
1
|
Материал |
Al |
|
|
|
|||
|
Uраб |
800 |
В |
|
|
pAr |
2,8*10-3 |
мм.рт.ст. |
|
|
Rб |
220 |
Ом |
|
|
h |
0,12 |
м |
|
|
2 |
Uраб min |
750 |
B |
|
Uраб max |
850 |
B |
|
|
pAr min |
2,2*10-3 |
мм.рт.ст. |
|
|
pAr max |
3,4*10-3 |
мм.рт.ст. |
|
|
Rб min |
150 |
Ом |
|
|
Rб max |
270 |
Ом |
|
|
hmin |
0,11 |
м |
|
|
hmax |
0,13 |
м |
|
Экспериментальные результаты
Таблица 2 – Результаты измерений
|
№ опыта |
Uраб, В |
pAr, мТорр |
Rб, Ом |
h, м |
vпл, мкм/мин |
|
1.1 |
800 |
2,8 |
220 |
0,12 |
0,2146 |
|
1.2 |
0,1965 |
||||
|
1.3 |
0,2019 |
||||
|
1.4 |
0,1610 |
||||
|
1.5 |
0,2569 |
||||
|
2 |
750 |
2,2 |
150 |
0,13 |
0,3484 |
|
3 |
270 |
0,1251 |
|||
|
4 |
3,4 |
150 |
0,11 |
0,3086 |
|
|
5 |
270 |
0,1938 |
|||
|
6 |
850 |
2,5 |
150 |
0,3776 |
|
|
7 |
270 |
0,1532 |
|||
|
8 |
3,3 |
150 |
0,13 |
0,3941 |
|
|
9 |
270 |
0,1037 |
Обработка результатов
-
Расчет коэффициентов модели
Построим линейную модель первого порядка по результатам измерений:

где
 –
неизвестные коэффициенты,
–
неизвестные коэффициенты,
 – безразмерные нормированные факторы,
связанные с реальными факторами
соотношением:
– безразмерные нормированные факторы,
связанные с реальными факторами
соотношением:
 – физический фактор, причем
– физический фактор, причем
 ,
,
 т,
т,
 ;
;
 – центр плана эксперимента по j
– му фактору;
– центр плана эксперимента по j
– му фактору;
 – интервал варьирования j
– го фактора;
– интервал варьирования j
– го фактора;
 ,
,
 – максимальный и минимальный уровни j
– го фактора.
– максимальный и минимальный уровни j
– го фактора.
Средняя скорость роста пленки в эксперименте 1 рассчитана по формуле:

Таблица 3 – План ПФЭ
|
№ опыта |
x1 (Uраб) |
x2 (pAr) |
x3 (Rб) |
x3 (h) |
vпл, мкм/мин |
|
1 |
0 |
0 |
0 |
0 |
0,2062 |
|
2 |
-1 |
-1 |
-1 |
1 |
0,3484 |
|
3 |
-1 |
-1 |
1 |
1 |
0,1251 |
|
4 |
-1 |
1 |
-1 |
-1 |
0,3086 |
|
5 |
-1 |
1 |
1 |
-1 |
0,1938 |
|
6 |
1 |
-1 |
-1 |
-1 |
0,3776 |
|
7 |
1 |
-1 |
1 |
-1 |
0,1532 |
|
8 |
1 |
1 |
-1 |
1 |
0,3941 |
|
9 |
1 |
1 |
1 |
1 |
0,1037 |
Коэффициенты модели вычисляются по формуле:
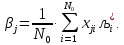

Таблица 4 – Результаты расчета скорости напыления пленки по линейной модели
|
№ опыта |
vпл, мкм/мин (по модели) |
vпл, мкм/мин (эксперимент) |
|
1 |
0,2456 |
0,2062 |
|
2 |
0,3281 |
0,3484 |
|
3 |
0,1386 |
0,1251 |
|
4 |
0,3410 |
0,3086 |
|
5 |
0,1514 |
0,1938 |
|
6 |
0,3536 |
0,3776 |
|
7 |
0,1641 |
0,1532 |
|
8 |
0,3389 |
0,3941 |
|
9 |
0,1494 |
0,1037 |