

Обработка конических поверхностей способом смещения задней бабки.
Длинные наружные конические поверхности обрабатывают способом смещения корпуса задней бабки. Заготовку устанавливают в центрах. Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка становится «на перекос». При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность. Способом смещения задней бабки обрабатывают, как правило, заготовки с малыми углами уклона, поэтому можно считать, что sin = tg. И тогда величину смещения задней бабки определяют по формуле:
Н= L*tg = L(D - d) / 2l
Допускаемое смещение задней бабки на 15 мм на себя и от себя.
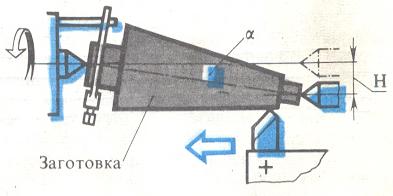
Достоинства способа: возможность обработки длинных заготовок и возможность автоматической подачи суппорта.
Недостатки: невозможность обработки внутренних конусов и конусов с большим углом уклона.
Обработка конических поверхностей при помощи копировальной (конусной) линейки.
Этот способ используется для обработки конических поверхностей различных длин с углом уклона до 12 при условии изготовления больших партий деталей. Обработка конуса с помощью конусной линейки позволяет получить высокую точность внутренних и наружных поверхностей. Производительность изготовления деталей этим способом выше, чем при обработке другими способами
Копировальные линейки имеют шкалы для отсчета угла поворота с делениями в градусах или для отсчета конусности с делениями в миллиметрах.
Формула для определения угла поворота линейки: tg = D-d/2l
Если деления обозначают не градусы, а миллиметры, то число делений С, на которое нужно повернуть линейку, определяют по формуле: С = (D-d)Н/2l, где Н – расстояние от оси вращения линейки до ее конца.
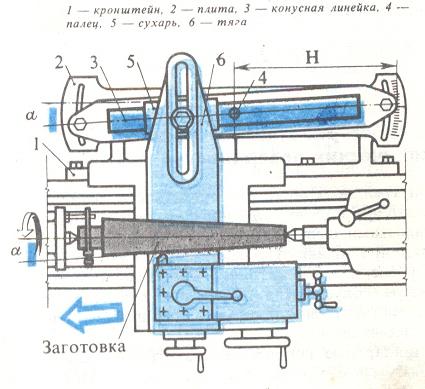
Способ обеспечивает высокопроизводительную и точную обработку наружных и внутренних конусов с углом уклона до = 10 - 12. Для обработки конусов с большими углами уклона сочетают способ смещения задней бабки и наладку по конусной линейке. Смещение задней бабки рассчитывают по формуле: Н= L*tg( - 1), где 1 – максимально допустимый угол поворота конусной линейки.
Достоинства способа:
наладка линейки удобна и производится быстро;
размеры конуса получаются точными без повторной обработки;
возможна работа с автоматической продольной подачей, что увеличивает производительность труда и улучшает качество обработки;
можно обтачивать не только наружные, но и внутренние конические поверхности;
при переходе к обработке конусов не требуется нарушать нормальную наладку станка.
Недостатки: необходимость отсоединить поперечные салазки суппорта от связанного с ними винта перед началом работы и снова соединить салазки с винтом по окончании работы.
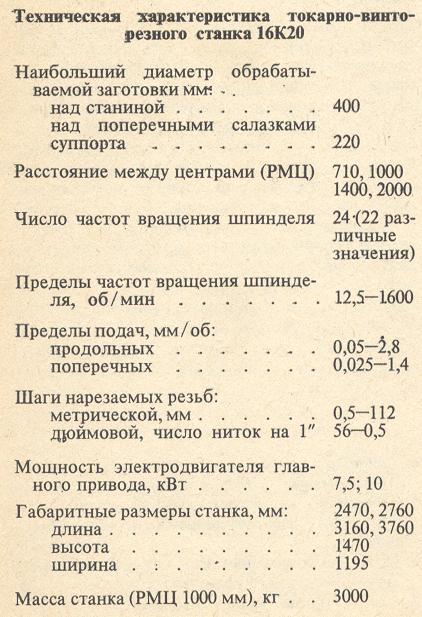
Рабочим местом токаря является токарный станок 16К20.
Режущий и измерительный инструмент, используемый при обработке конических поверхностей
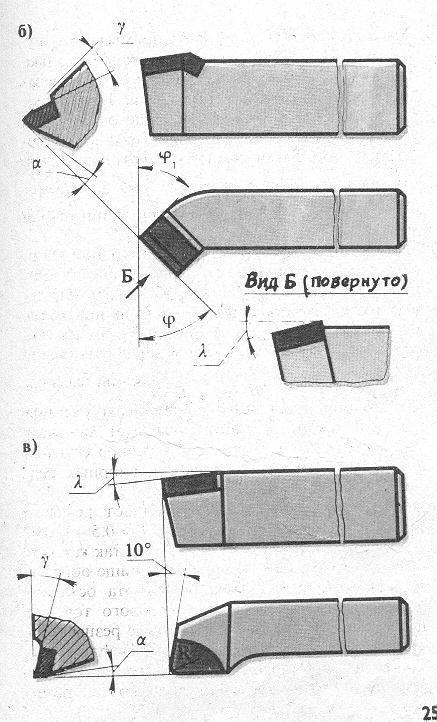
Резец проходной отогнутый
Резец проходной упорный
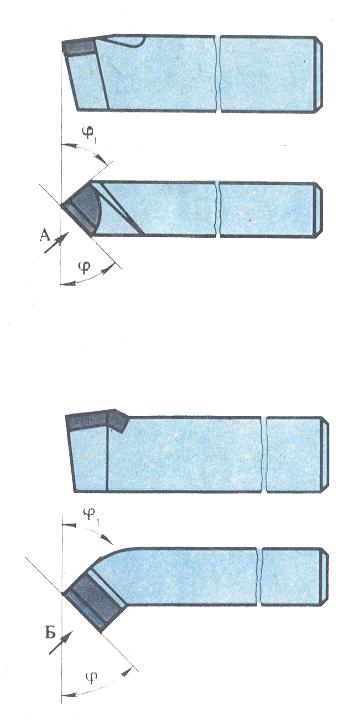
Резец проходной прямой
Примерные ответы учащихся:
Решение:
l = 350 – 50 = 300 мм
D = Кl + d = 46 мм
h = L(D - d) / 2l = 400(46-40)/2•300= 4 мм
Изучив чертеж детали «конический вал», техническую характеристику станка модели 16К20 и особенности способов изготовления конических поверхностей, считаю, что данную деталь можно изготовить 2 способами: при помощи копировальной линейки или смещением корпуса задней бабки в поперечном направлении.
Решение:
l = 300 – 70 = 270 мм
D = 2l tg + d = 2•270•0,1 + 20 = 74 мм
h = L(D - d) / 2l = 300 (74 - 20)/ 2 • 270 = 30 мм
Изучив чертеж детали «конический вал», техническую характеристику станка модели 16К20 и особенности способов изготовления конических поверхностей, считаю, что данную деталь можно изготовить при помощи копировальной линейки.
Глоссарий:
Главный угол в плане - угол между главной режущей кромкой резца и направлением подачи.
Задняя бабка – устройство, предназначенное для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов.
Индикатор - проверочный инструмент при установке заготовок на станке.
Подача – величина перемещения режущей кромки в направлении движения подачи за один оборот заготовки.
Суппорт – устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в различных направлениях. Суппорт состоит из каретки, Фартука, механизма поперечных салазок, механизма резцовых салазок и механизма резцедержателя.
Центр – приспособления для установки заготовки на токарном станке.
Шпиндель – главный рабочий орган станка, расположенный в передней бабке токарного станка.
1К62 - маркировка токарно-винторезного станка.