

3.1 Описание технологической схемы производства шин
В современной технологии производства шин используют две схемы изготовления обрезиненного корда: с двумя последовательно установленными трехвалковыми каландрами (рис. 2, а, в, г) и одним четырехвалковым каландром (рис. 2, 5, д, е). При двустороннем обрезинивании корда на одном четырех- валковом каландре запрессовка резиновой смеси производится одновременно за один проход через машину, а на двух трехвалковых каландрах процесс осуществляется в две стадии: 1) на первом каландре, 2) на втором.
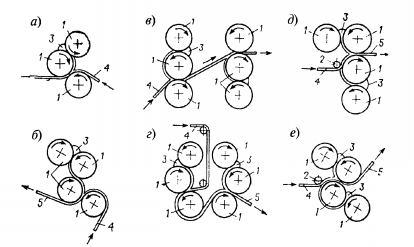
Рис.2. Схемы расположения валков каландра и способы обрезинивания тканевой основы
а - двукратным последовательным проходом через один трехвалковый каландр; б, д, е - проходом через один четырехвалковый каландр; в, г - последовательным проходом через два трехвалковых каландра; 1 - валки каландра; 2 - дополнительный валик; 3 - резиновая смесь; 4 - тканевая основа; 5 - обрезиненная с двух сторон ткань (корд)
Р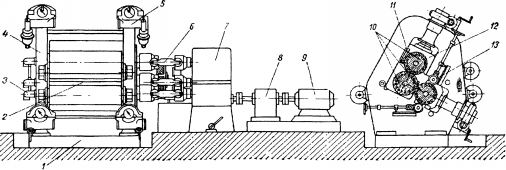 ис.
3. Трехвалковый каландр с треугольным
расположением валков:
ис.
3. Трехвалковый каландр с треугольным
расположением валков:
I - фундаментная плита; 2 - аварийный выключатель; 3 - система охлаждения и подогрева валков; 4 - станина, 5 - механизм регулировки зазора; 6 - шарнирные муфты; 7 - блок-редуктор; 8 - редуктор; 9 - электродвигатель; 10- валки; 11 - механизм перекоса валков; 12- валковый подшипник; 13 - прессующие ролики
Универсальный трехвалковый каландр с угловым расположением валков состоит из двух чугунных станин 4, установленных на фундаментной плите 1 и соединенных верхней поперечиной - траверсой (рис. 3). В окнах каждой станины установлены валковые подшипники 72, в которых вращаются валки 10 каландра. Средний корпус подшипника неподвижный, а верхний и нижний вместе с валками могут перемещаться по направляющим в окнах станин для изменения зазора между валками. Перемещение валковых подшипников с валками осуществляется при помощи механизмов регулировки зазоров 5.
4.Организация службы киПиА
4.1 Роль и задачи службы киПиА и автоматики на предприятии
На предприятии ОАО «Белшина» служба КИПиА была разделена на две независимые службы:
Отдел главного метролога (ОГМетр)
Автоматизированная система управления технологическими процессами (АСУТП)
Каждая из служб имеет своего непосредственного начальника и свой штат сотрудников. При разделении каждая из служб получила свой перечень выполняемых работ и задач.
Основные задачи АСУТП:
1.Поддержание оборудования в постоянной технической готовности, сокращения простоев оборудования в процессе эксплуатации и при выполнении технических обслуживаний и ремонтов, повышения качества ремонтных работ.
2.Цех систем автоматики участвует в разработке и внедрении нового современного оборудования монтаже новых производств, а также устранении проблем возникающих в технологических, производственных и др. службах предприятия.
3.Материально-техническое снабжение запасными частями, инструментом и принадлежностями для обслуживания оборудования. Налажено регулярное снабжение. Пополняются и корректируются нормативные запасы. Выполняется программа по импортозамещению. Необходима дальнейшая оптимизация затрат МТС.