

Правильно обслуживать токоприемники
Повышение надежности и долговечности локомотивов и контактной сети зависит от грамотного обслуживания токоприемников электроподвижного состава (э. п. с). В настоящее время действуют несколько инструкций и технических указаний устанавливающих основные нормы и правила содержания устройств. Однако, к сожалению, в некоторых из них есть противоречия или недостаточно освещены важные моменты.
1. Общие сведения
Типы и нажатия. В эксплуатации на сети дорог сейчас находится большое количество различных токоприемников. Стандарт (ГОСТ 12058—72) делит их на две основные группы: легкие (индекс Л), они обычно однополозные, и тяжелые (Т), обычно двухполозные. Первые применяют в основном на э. п. с. переменного тока и электропоездах постоянного, вторые — на большинстве электровозов постоянного тока.
Нажатие — основная характеристика любого токоприемника, она обязательно должна соответствовать норме. Если нажатие выше нормы, увеличивается вероятность механических повреждений самого токоприемника и устройств контактной сети (под фиксаторами, воздушными стрелками, в искусственных сооружениях). Если нажатие меньше нормы, возможны пережоги контактных проводов при стоянке или трогании э. п. с. и интенсивное изнашивание электрической дугой контактных вставок (пластин) и контактного провода.
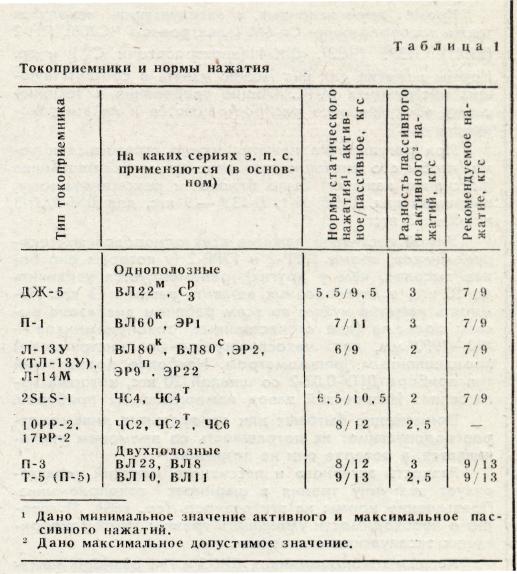
Значения нажатий для наиболее распространенных типов токоприемников даны в табл. 1. Кроме нормативных паспортных, в ней приведены рекомендуемые (основанные на ГОСТ 12058—72) значения нажатий для каждой из двух групп, исключая однополозные 10РР-2 и 17РР-2, которые предназначены для снятия больших токов. Поэтому в практике лучше пользоваться рекомендуемыми величинами, поскольку для токоприемников одного назначения нецелесообразно иметь различные значения нажатий.
Кроме перечисленных, в эксплуатации находятся также токоприемники Сп-6М (электровозы ЧС200), ПН-2 (ВЛ41), 13РР (ЧСЗ), ДЖ-4 (электросекции Сд/з) и др. Нормы нажатия для них можно узнать в соответствующих инструкциях МПС. Общие требования к техническому обслуживанию распространяются и на эти токоприемники.
При регулировке нажатия нужно стремиться к тому, чтобы его значение при опускании токоприемника (пассивное нажатие) было близко к рекомендуемому, например для ДЖ-5, П-1, Л-13У—9 кгс, для ДЖ-4, П-3 и Т-5 — 13 кгс.
Зимой пассивное нажатие всех однополозных токоприемников, кроме 10РР-2 и 17РР-2 (у которых оно более высокое, чем у других), рекомендуется увеличить до 10 кгс, а двухполозных оставить равным 13 кгс. Измерять нажатие нужно во всем рабочем диапазоне высоты подъема (для отечественных токоприемников — 400—1900 мм, для чехословацких — по инструкциям) промышленным динамометром. Наиболее подходящий тип прибора ДПУ-0,02-2 со шкалой 20 кгс, который изготовляет Ивановский завод измерительных приборов.
Применение бытовых или самодельных динамометров недопустимо: их погрешность со временем увеличивается, а поверке они не подлежат.
Разность активного и пассивного нажатий характеризует величину трения в шарнирах токоприемника. Превышение нормы на эту разность (см. табл. 1) говорит о необходимости уменьшить трение: такой токоприемник эксплуатировать нельзя.
Когда у токоприемников ДЖ-5 и П-1 разность нажатий близка 3 кгс, активное нажатие нужно довести до 6,5 кгс, тогда пассивное будет около 9,5 кгс, т. е. немного выше рекомендуемого, но в пределах нормы.
Чтобы устранить высокое трение в шарнирах, их смазывают. Шарикоподшипник можно промыть и хорошо смазать только после извлечения его из шарнира. Если трение после смазывания не уменьшилось, необходимо найти и устранить натяги и перекосы рам токоприемника.
Время подъема токоприемников до максимальной рабочей высоты должно быть в пределах 7—10 с (для 10РР-2— не более 12 с), время опускания — в пределах 3,5—6 с (для 2SLS-1 — не более 8 с). Если токоприемник опускается слишком медленно, он может повредиться или повредить контактную сеть при проезде знака «Опустить токоприемник». Замедленный подъем может привести к пережогу контактного провода из-за преждевременного включения машинистом вспомогательных машин э. п. с. Время подъема можно регулировать с помощью специального винта, изменяющего сечение воздуховода редукционного устройства токоприемника.
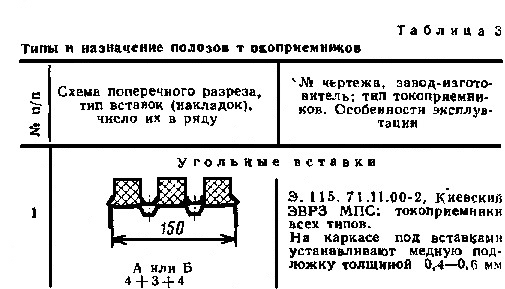
Угольные вставки (ГОСТ 14692—78). Их выпускают двух типов: А и Б. Тип А применяют для токоприемников э. п. с. переменного тока всех серий, электропоездов постоянного тока всех серий, электровозов постоянного тока ВЛ23. Они изготавливаются на коксовой основе.
Тип Б применяют для электрозозов постоянного тока других серий. Эти вставки выполняют на графитовой основе. Они более электропроводны, но менее тверды и износостойки, чем вставки типа А. Масса вставок типа А 0,38 кг, типа Б — 0,39 кг. Оба типа не содержат металлов.
Применение вставок типа Б вместо А невыгодно. Применять вставки А вместо Б можно только с разрешения ЦТ.
Иногда пытаются различить вставки А и Б. по цвету, оттенку (более черные, серебристые и т. п.). Этого делать не следует: на каждом ящике со вставками наклеен ярлык с указанием их типа. Кроме рисок, предназначенных для контроля износа, каждая вставка типа Б на одной боковой поверхности имеет продольную риску на высоте 16—20 мм от подошвы (рис. 1). У вставок типа А такой риски нет. В настоящее время на дороги поступают угольные вставки обоих типов длиной 240 мм и высотой только 30 мм. Раньше применялись вставки высотой 25 мм.
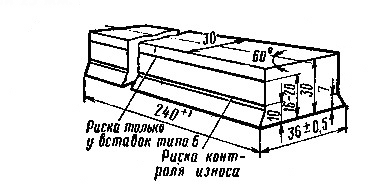
Рис. 1 Угольная вставка типа Б
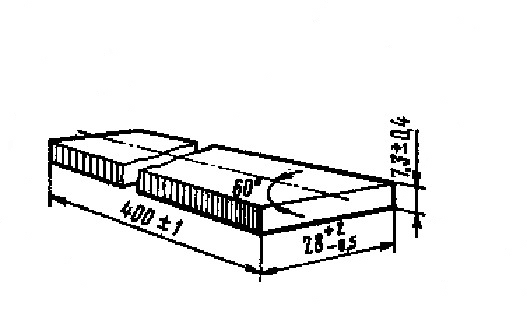
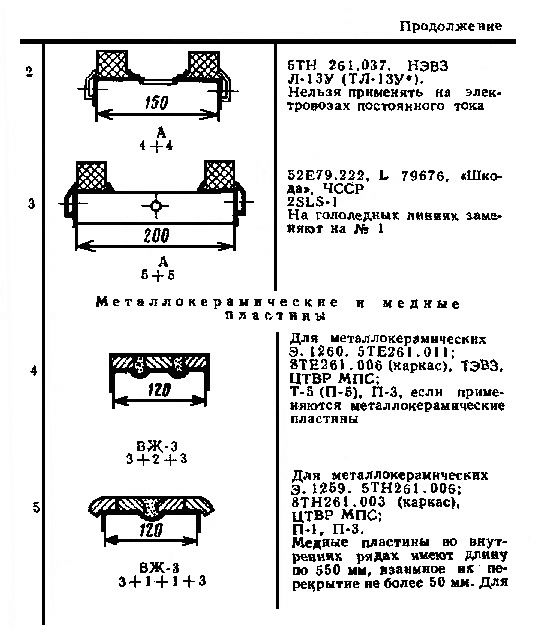
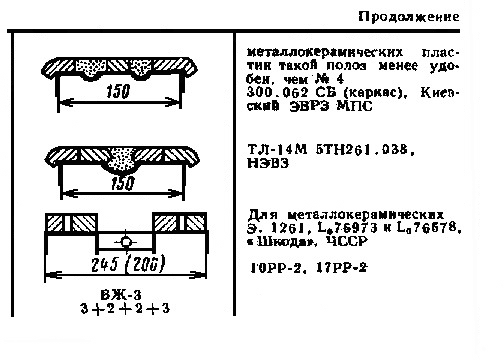
Металлокерамические (спеченные) пластины {ТУ 14-1-1962-76). Их выпускают сейчас только одного типа — ВЖ-3 (рис. 2). Они предназначены для электровозов постоянного тока.
 Методом порошковой
металлургии из железа, меди и никеля
готовят пористый полуфабрикат, который
потом пропитывают сплавом свинца и
олова, выполняющим роль твердой смазки.
Готовая пластина содержит примерно 16
% свинца, 12 % меди, около 1 % никеля и олова
и 70 % железа. Масса одной пластины около
0,67 кг. Неметаллических компонентов в
материале ВЖ-3 нет, а название
«металлокерамика» возникло от схожести
технологии изготовления полуфабриката
(спеканием частиц) с керамической
технологией.
Методом порошковой
металлургии из железа, меди и никеля
готовят пористый полуфабрикат, который
потом пропитывают сплавом свинца и
олова, выполняющим роль твердой смазки.
Готовая пластина содержит примерно 16
% свинца, 12 % меди, около 1 % никеля и олова
и 70 % железа. Масса одной пластины около
0,67 кг. Неметаллических компонентов в
материале ВЖ-3 нет, а название
«металлокерамика» возникло от схожести
технологии изготовления полуфабриката
(спеканием частиц) с керамической
технологией.
Рис. 2. Металлокерамическая пластина типа ВЖ-3
Медные пластины (ГОСТ 5369—52). Их нарезают из профильных полос и выпускают двух типов: ДЖ-4 и ДЖ-5 (рис. 3). В последние годы МПС получает только профиль ДЖ-4 толщиной 6 мм, более экономичный, но новью электровозы постоянного тока продолжают приходить на дороги с пластинами ДЖ-5. Расчетная масса пластин ДЖ-4 1,55 кг/м, ДЖ-5 — 1,40 кг/м.-
Медные пластины при длительных дождях сильно изнашивают контактный провод. На э. п. с. переменного тока они давно заменены угольными. На э. п. с. постоянного тока их заменяют угольными и металлокерамическими вставками. Кроме того, на рогах полозов применяют стальные и дюралюминиевые пластины.
Решение о том, какие вставки — угольные или металлокерамическне — должны применяться на электровозах постоянного тока той или иной серии, обращающихся на конкретном участке (дороге), принимает руководство МПС или совместно главки ЦТ и ЦЭ МПС.
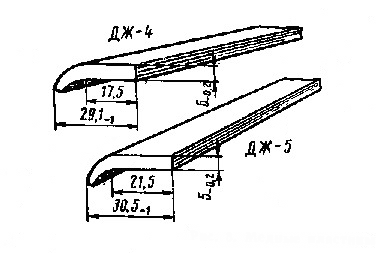
Рис. 3 Медные пластины
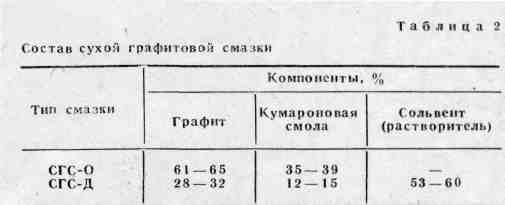
Сухая графитовая смазка (СГС). Смазку выпускают по ТУ 32-ЦТ-554-78 двух типов: СГС-О (основная) и СГС-Д (дополнительная). Состав их приведен в табл. 2.
СГС-О используют для заправки полозов в горячем состоянии. Она поставляется в деревянных ящиках, легко дробится на куски.
СГС-Д предназначена для «лечения» выкрошившейся с полоза смазки СГС-О и для восстановления исчезнувшей в неблагоприятных метеорологических условиях графитации пластин. Эта смазка поставляется в бидонах, причем графит обычно оседает на дне.
Смазка СГС-Д в отличие от СГС-О пожаро- и взрывоопасна. Бидоны с СГС-Д хранят в установленном месте с плотно закрытой крышкой. Нельзя принимать пищу и курить рядом с бидонами смазки. При попадании на кожу нужно стереть ее салфеткой и вымыть руки.
Качество смазки зависит от соотношения в ней графита и кумароновой смолы (у СГС-Д после улетучивания сольвента). Если в СГС-О кумароновой смолы меньше нормы, то разогретая смазка плохо ложится на полоз, если
больше — она будет менее эффективной. Проверить качество СГС-О может лишь химическая лаборатория.
Соотношение компонентов смазки СГС-Д меняется из-за улетучивания сольвента при хранении ее в бидоне с неплотно закрытой крышкой. Если эта смазка загустела, в, нее добавляют свежий растворитель. Перед применением или розливом в бидоны меньшей емкости смазку СГС-Д нужно тщательно перемешать. Смазка СГС-О на полозе твердеет быстро, а смазка СГС-Д — в зависимости от температуры воздуха, иногда в течение многих часов.
Сухая графитовая смазка предназначена только для полозов с медными и металлокерамическими пластинами. Применять ее с угольными вставками не только не требуется (вставки самосмазывающиеся], но и недопустимо.
Сухая графитовая смазка — очень плохой проводник тока (примерно в 2000 раз хуже, чем угольные вставки), так как кумаронозая смола является изолятором. Ее избыток на полозе может привести к пережогам контактного провода. Чтобы избежать пережогов, если металлокерамические пластины гладкие, блестящие, а выкрашивания смазки СГС-О не произошло, то смазку СГС-Д применять не следует.
Полозы токоприемников. В эксплуатации используют различные типы полозов, разработанные в разное время для разных токоприемников. Унификация и сокращение типов полозов облегчает техническое обслуживание токоприемников. Основные данные о полозах приведены в табл. 3. Расстояния между осями кареток токоприемников различных типов показаны на рис. 4.
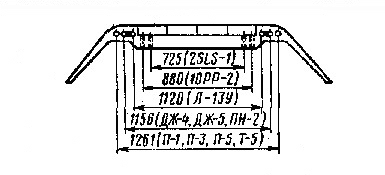
Рис. 4 Расстояния между осями кареток токоприемников разных типов
До установки заранее проверяют на полозах соответствующие им расстояния между отверстиями (перемычками).
Нельзя «натягивать» каретки для того, чтобы отверстия в них совпадали с отверстиями на полозе при установке на токоприемник!
На полозе Э.115.71.11.00-2 имеются по две пары отверстий, предназначенных для установки его на токоприемниках с расстоянием между каретками 1261 и 1156 мм. Чтобы установить его на токоприемнике Л-13У, в полозе нужно просверлить дополнительные отверстия на расстоянии 1120 мм и вырубить металл между ними и отверстиями, находящимися на расстоянии 1156 мм (рис. 4)
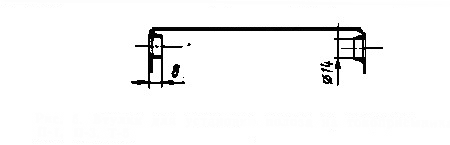
Рис. 5 Втулка для установки полоза на токоприемниках П-1, П-3, Т-5

Рис. 6 Перемычка для установки полоза Э.115.71.11.00-2 на токоприемнике 10РР2
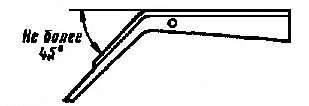
Рис. 7 Наклон рога полоза

Рис. 8 Запиловка пластин на рогах полоза
Чтобы установить полоз Э.115.71.11.00-2 на токоприемниках П-1, П-3, Т-5 (П-5), не обязательно заменять кронштейны кареток более широкими. Достаточно приварить изнутри каркаса у соответствующих отверстий втулки (обечайки) диаметром 14 мм и высотой 8 мм (рис. 5) и использовать болты М10 длиной 35 мм. Чтобы установить этот полоз на токоприемник 10РР-2 (17РР-2), следует изнутри каркаса по осям кареток на расстоянии 880 мм симметрично вварить две перемычки толщиной 5 мм (рис. 6), а ребро жесткости посередине полоза отогнуть в сторону, чтобы оно не мешало выгнутой вверх трубчатой тяге кареток. Подобным образом полоз Э.115.71.11.00-2 можно установить на токоприемнике 2SLS-1, но расстояние между перемычками должно быть 725 мм.
Наклон рога полоза к горизонтали не должен превышать 45° (рис. 7). Более крутой наклон может стать причиной поломки токоприемника на воздушной стрелке или на сопряжении анкерных участков контактной сети. Увеличение угла более чем 45° может произойти при изготовлении и ремонте полоза или из-за неаккуратного обращения с ним при хранении и транспортировке. Во избежание деформации полозы хранят на специальных стойках и стеллажах.
Особое внимание необходимо уделять качеству запиловки контактных пластин на рогах полозов, поскольку заводы-изготовители не выполняют ее так, как требуется в эксплуатации (рис. 8). На них необходима также фаска 3×45° по всей длине этих пластин.