

12 Индивидуальное задание. Разработка технологического процесса на деталь « вал»
Индивидуальное задание заключается в детальном изучении заводского
технологического процесса изготовления шестерни, а также применяемой штамповой оснастки, основного и вспомогательного оборудования и средств автоматизации , с подробной проработкой всех этапов проектирования и теоретическим обоснованием технологических решений.
Деталь «вал» изготавливается из материала Сталь35ХГСА–1. Для Стали35ХГСА температурв начало ковки (максимальная) t=11800С, а рекомендуемый интервал температур ковки t=1140-8300С.
Для изготовления детали «вал», необходимо выполнить следующие технологические операции:
ПЕРЕМЕЩЕНИЕ
1)Транспортировать прутки на отрезку заготовок на расстояние до 130м и
уложить на стеллаж
КОНТРОЛЬ
2) Проверить марку стали по ярлыку и окраске на торцах прутков - визуально
3) Проверить размер 1 (3-5 прутков из пачки)
ПОДОГРЕВ
4) Подогреть прутки до Т=500-5500С
5) Скатить пруток на рольганг пресс-ножниц
КОНТРОЛЬ
6) Проверить температуру подогрева штанг (3-5 замеров через час, Т=500-5500С)
ОТРЕЗКА
7) Подать пруток до упора пресс-ножниц (Тотр.=450-5000С)
8) Отрезать заготовку, выдержав размер 2 ( Рисунок 12.1 а)
КОНТРОЛЬ
9) Предъявить годную продукцию БТК
10) Проверить размер 2 (3-5 шт. от партии через час)
ПРЕМЕЩЕНИЕ
11) Транспортировать заготовки на эстакаду на расстояние до 100 м
ПЕРЕМЕЩЕНИЕ
12) Транспортировать заготовки к нагревательной печи на расстояние до
200 м
НАГРЕВ
13) Уложить заготовки на стол печи вручную
14) Нагреть заготовки до температуры штамповки (Т=1150-12500С)
15) Подать заготовки на рабочее место штамповщика
КОНТРОЛЬ
16) Проверить температуру нагрева заготовок (2 -3 раза в смену по 3-5
Замеров, Т=1150-12500С)
ШТАМПОВКА
17) Взять заготовку клешами и установить на осадочную площадку (Тштамповки=900-12000С)
18) Осадить заготовку в размер 3 ( Рисунок 12.1 б )
19) Переложить заготовку в окончательный ручей штампа
20) Штамповать поковку в окончательном ручье
21) Удалить поковку на транспортер
22) Смазать ручей штампа
ОБРЕЗКА
23) Взять поковку клещами и уложить на штамп (Торезки>7500С)
24) Обрезать облой в горячем состоянии по одной штуке
25) Удалить облой в тару
26) Удалить поковку в тару
КОНТРОЛЬ
27) Проверить заполнение, качество обрезки (визуально)
28) Проверить размеры 3,5,6,7;п.1,2,3 технических требований КЭ (3-5 шт. от партии через час)
29) Проверить размер 4 (3-5 шт. от партии через час)
30) Проверить универсальной разметкой одну поковку в разметочном пункте ежемеснно и при установке штампов
ПЕРЕМЕЩЕНИЕ
31) Транспортировать поковки на зачистку на расстояние до 100 м
ЗАЧИСТКА
32) Уложить поковки на вспомогательный столик
33) Зачистить заусенец, не соответствующий техническим требованиям чертежа поковки на длину около 400мм
34) Удалить поковку в тару
КОНТРОЛЬ
35) Предъявить годную продукцию БТК
36) Проверить качество зачистки (2-3% от партии через час)
ПЕРЕМЕЩЕНИЕ
37) Транспортировать поковки на термообработку на расстояние до 150м
ТЕРМИЧЕСКАЯ ОБРАБОТКА
38) Производить по технологическому процессу термообработки
ПЕРЕМЕЩЕНИЕ
39) Транспортировать поковки на участок сдачи на расстояние до 100м
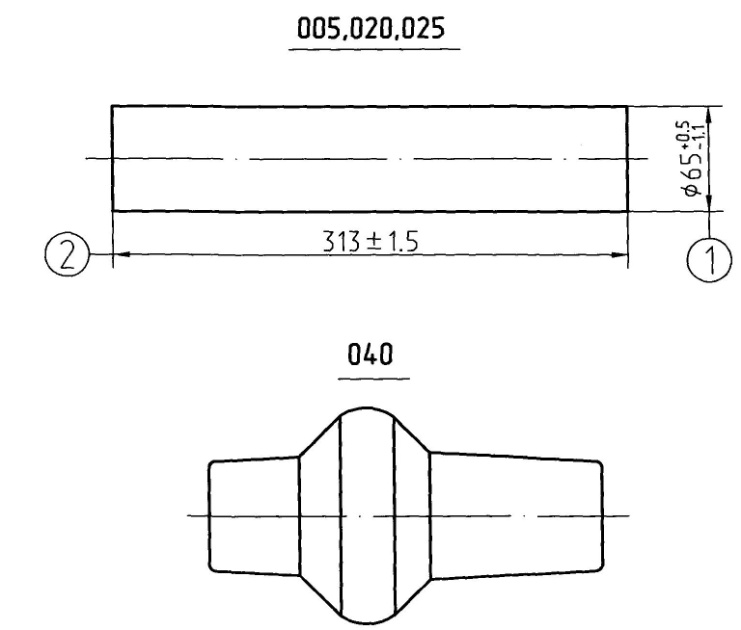
Рисунок 12. 1 Переходы штамповки
На рисунке 12.2 показан чертеж горячей поковки
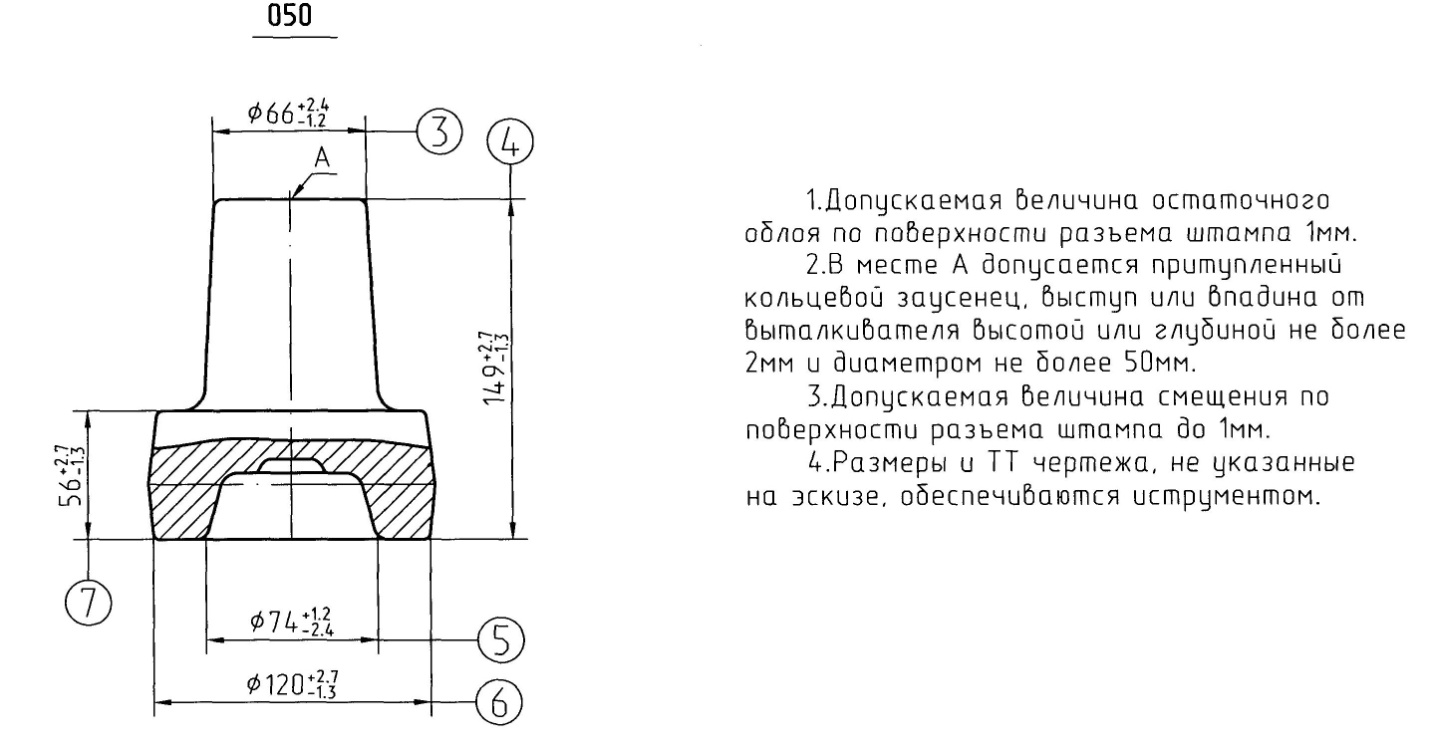
Рисунок 12.2 – Чертеж горячей поковки
Чертежи штампа и детали прилагаются к отчету.