

Конец формы
Таблица 3.2 Сравнительная таблица способов сварки. Сталь Ст 3 сп. Диаметр электрода 3 мм
-
Способ сварки
Сварочный
материал
Напряже-
ние на дуге, В
Сила св. тока, А
Производи-тельность,
кг/ч
Скорость сварки, м/ч
Технологическая себест. 1 кг наплав. Ме
РД
Тип Э36, Э38, Э42, Э46, Э50 Марка электрода 03С-4, ЦУ7, АН04, МР-3
22-24
100-140
0,01-1,4
8-10
1,4
Автомат. под флюсом
Св-08, Св-08А
Флюсы:
АН-348,
ОСЦ-45
32-36
300-450
5-10
20-40
0,6
Механизированная
в СО2
Св-08Г,
Св-08Г2С,
Газ – СО2
30-34
300-450
5-10
20-40
0,8
Окончание табл. 3.2
ЭШС
Св-08, Св-08А
Флюс: АН8, АН-348,
АН-ОФ6
46-50
475-550
10-15
0,8-11
0,5
3.10 Стыковая контактная сварка
Стыковая контактная сварка - контактная сварка, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Она подразделяется на два способа: оплавлением и сопротивлением. Принципиальная электрическая схема контактной сварки показана на рис. 3.34.
При сварке оплавлением нагрев металла сопровождается оплавлением и последующим сжатием стыкуемых торцов, а при сварке сопротивлением без оплавления стыков.
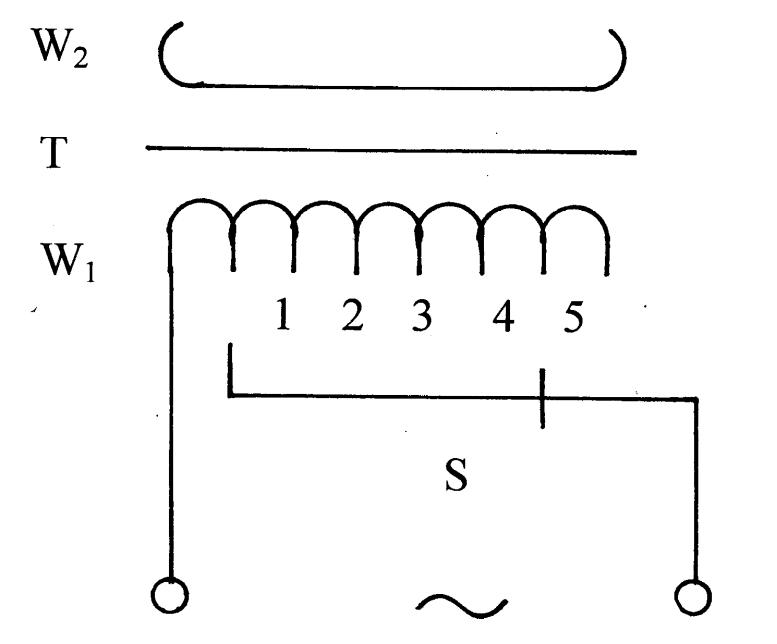
Рис. 3.34 - Принципиальная электрическая схема контактной машины:
Т – трансформатор; S – переключатель ступеней
Для регулирования силы сварочного тока применяется неавтоматическое регулирование мощности путем изменения числа включенных витков первичной обмотки W1. Увеличение W1 повышает коэффициент трансформации, который определяется отношением:
K= W1/W2=U1/U2=ICB / Iперв. (3.3)
где W1 и W2 – число витков, соответственно первичной и вторичной обмоток трансформатора;
U1 и U2 – первичное и вторичное напряжение трансформатора на холостом ходу, В;
ICB. и I перв. – сила сварочного тока и тока в первичной обмотке, А.
IСВ = К*Iперв.= (Iперв.*W1)/W2; (3.4)
U2=(U1*W2)/W1; (3.5)
Если W2=1, то U2=U1/W1 (3.6)
ICВ =U2/Rобщ.; (3.7)
U1 = 380 B; U2 = 1,5 – 16 B;
Нагрев кромок заготовок при контактной сварке происходит за счет тепла, выделяющегося в месте контакта заготовок и определяется по закону Джоуля - Ленца:
Q = I2 R t, (3.8)
где Q - количество теплоты, Дж;
I - сила сварочного тока, А;
R - полное сопротивление рассматриваемого участка сварочной цепи, Ом;
t - время прохождения сварочного тока, с.
Стыковая сварка оплавлением – сварка, при которой нагрев металла сопровождается оплавлением соединяемых торцов. В этом случае напряжение на заготовки подаётся до соприкосновения торцов заготовок, затем торцы сближают, сварочная цепь замыкается, металл нагревается до плавления и контактные поверхности стыков (перемычки) расплавляются, заготовки сближают, во время осадки напряжение выключают.
Стыковая сварка сопротивлением – сварка, при которой нагрев металла осуществляется за счёт тепла выделяемого прохождением сварочного тока через контакт предварительно сжатых поверхностей. В отличие от сварки оплавлением, заготовки в начале сближают с определённым усилием и только тогда подают напряжение, не снимая усилия сжатия.
Металл в месте контакта прогревается проходящим током до пластического состояния. В конце нагрева усилие увеличивают, после образования грата напряжение отключают и снимают усилие сжатия.

Рис. 3.35 - Схема контактного сопротивления, цикл сварки сопротивлением: Δос – величина осадки заготовки; Rзаг.., RКОНТ, RЭЛ – сопротивления
Полное сопротивление в зоне сварки:
R = Rконт + 2 Rзаг. + 2 Rэл. (3.9)
Качество сварки оплавлением выше, чем сварки сопротивлением. Так как при плавлении перемычек усилие сжатия не велико, то они под действием появляющихся паров металла взрываются и при этом окислы, которые были на поверхности стыков, вместе с жидким расплавленным металлом удаляются из стыка в виде снопа искр. А при сварке сопротивлением окислы не выбрасываются из стыка и они остаются внутри него, что влияет на механические свойства сварного соединения. Но сварка сопротивлением легко автоматизируется, и в этом её преимущество.