

Курсовая работа1
.doc1. Стандартизация.
1.1 Рассчитать и выбрать по ГОСТ посадку с зазором в системе отверстия и вала (зазор, контактирующие материалы, шероховатость их поверхностей), раюотающую t=1000 часов при следующих режимах: номинальный диаметр d=70 мм, длинна l=35 мм, число оборотов n=500 об/мин, нагрузка F=5000 Н, масло – индустриальное 12, толщина смазочного слоя hc=0,24 мкм при n=0, рабочая температура tp=50 oC. Толщина вкладыша h=4 мм. Допустимый износ вкладыша [h]=0,1 мм, вала [h]=0,1 мм.
Условное номинальное давление:
![]()
Скорость скольжения подшипника:
![]()
Рассчитываем конструкционные материалы для вала и вкладыша:
![]() [21, 22]
[21, 22]
Расчет материала для вкладыша:
Л58Мц2 (σb = 400, σт = 156) [22]
![]()

![]()

![]()
hu < [ hвк ]
Материал Л58Мц2 подходит для вкладыша.
Расчет материала для вала:
Ст1 (σb = 400, σт = 180)
![]()
![]()

![]()
hu < [ hв ]
Материал Ст1 подходит для вала
Расчет шероховатостей поверхностей
вкладыша и вала:
![]()
![]()
Для вкладыша:
![]()
![]()
![]()
![]()
Округляем (по условию задачи
![]() полученного значения). По ГОСТ 2789-73
выбираем ближайшее меньшее значение:
Ra
вк =0.08 мкм
полученного значения). По ГОСТ 2789-73
выбираем ближайшее меньшее значение:
Ra
вк =0.08 мкм
Шероховатость гладкого вала будет в четыре раза меньше шероховатости поверхности вкладыша:
![]()
По ГОСТ 2789-73 Ra=0.020 (для вала)
Расчет шероховатости поверхности вкладыша с внешней стороны:
![]()
![]() шероховатость
поверхности вкладыша с внешней стороны
шероховатость
поверхности вкладыша с внешней стороны
По ГОСТ 2789-73 выбираем ближайшее наименьшее: Ra = 0.80 мкм
тогда Rа вк1 = 0.80 мкм

Рассчитываем зазор:
S – зазор между вкладышем и валом
![]() коэффициент
динамической вязкости смазки,
коэффициент
динамической вязкости смазки,
![]()
![]()

Нас не устраивает такой маленький зазор,
т.к. мы не сможем подобрать посадку. Для
того, чтобы увеличить зазор можно
изменить величины
![]() .
Будем изменять количество оборотов,
его можно повышать до n=5000
об/мин.
.
Будем изменять количество оборотов,
его можно повышать до n=5000
об/мин.
Увеличим до n=2000 об/мин для того, чтобы можно было подобрать посадку:
![]()

Поправки в зависимости от температуры:
![]()
![]() - коэффициент линейного расширения
вкладыша (отверстия и вала)
- коэффициент линейного расширения
вкладыша (отверстия и вала)
Поправка в зависимости от шероховатости:
![]()
![]()
При выборе посадки необходимо соблюдать условие:
![]()
![]()
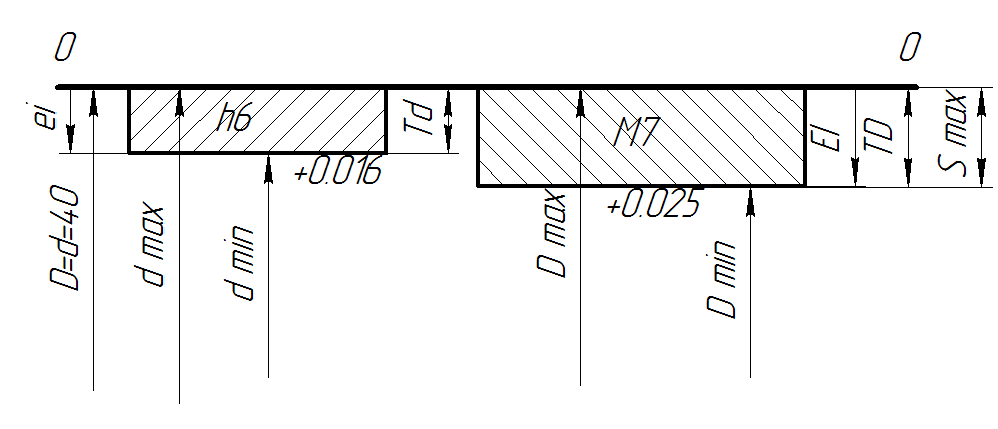
Расчет посадки в системе отверстия:

По ГОСТ 25347-82 выбираем посадку:
![]()

Рассчитаем толщину смазки в месте контакта:
![]()
![]()
![]()
Расчет посадки в системе вала:

По ГОСТ 25347-82 выбираем посадку:
![]()
Рассчитаем толщину смазки в месте контакта:
![]()
![]()
![]()
1.2 Рассчитать и выбрать по ГОСТ посадку с натягом в системе отверстия и вала (натяг, шероховатость поверхностей) при номинальном диаметре d=80 мм, d1=20 мм, d2=170 мм, длине l=45 мм и нагрузке: Р=5кН. Материал сталь 40ХН.
(![]()
![]() )
[21, 22]
)
[21, 22]
![]()
![]()
Рассчитаем шероховатость контактирующих поверхностей по формулам. Для этого определяем толщину деталей:
![]()
![]() 45
45![]()
Рассчитаем шероховатость поверхностей трубы, для которой толщина 30 мм, по формуле
![]()
![]()
Будем считать шероховатость контактирующих поверхностей пока одинаковой.
![]()
![]()
![]()
Выбираем по ГОСТ 2789 – 73 по контактирующему
диаметру ближайшее меньшее значение
Ra=10.0 , тогда
![]() [23]
[23]
По внутренней (не контактирующей) поверхности будет оставшаяся шероховатость. Но ток как по внутренней поверхности нет прямого контактирования (как по наружной) по ней рассчитываем шероховатость поверхности.
![]()

По внутренней поверхности шероховатость будет точно такой же, как и по наружной поверхности трубы Ra=10.0
Находим наименьший натяг:
![]() коэффициент
трения
коэффициент
трения
С1= 1.869 С2=1.433
![]()
![]()
![]()
Необходимо ввести ряд поправок:
Поправка U=0
Поправка Ut=0
Поправка Ub, учитывающая влияние ударов и вибраций, запишем с помощью коэффициента К=1.5 – 2, тогда
![]()
![]() -
суммарная поправка
-
суммарная поправка
по ГОСТ 25347 – 82
![]()
![]() - табличное значение наименьшего натяга.
- табличное значение наименьшего натяга.
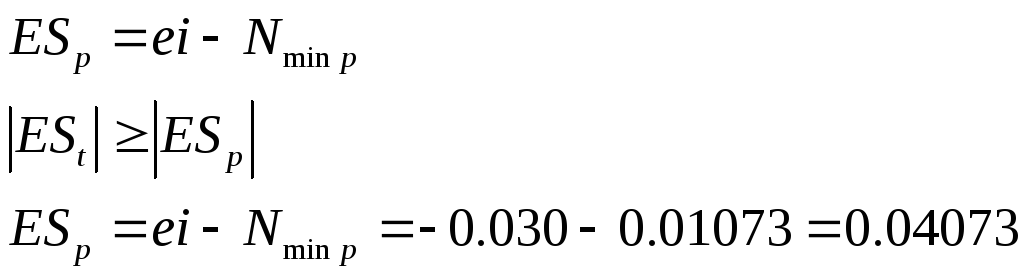
Расчет посадки в системе отверстия:
1 гр
![]()
![]()
![]()
2 гр
![]()
![]()
![]()
![]()
![]()
![]()
3 гр
![]()
![]()
![]()
![]()
![]()
![]()
1 гр. посадок применяется только для очень точных соединений. Ее применение требует обоснования. Поэтому обычно выбор посадок начинают со 2 гр.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() выбираем поле допуска
выбираем поле допуска
![]() и посадку
и посадку
![]()
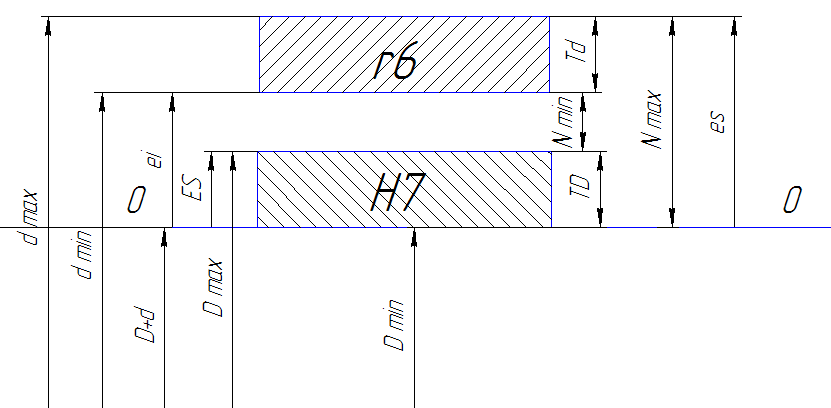
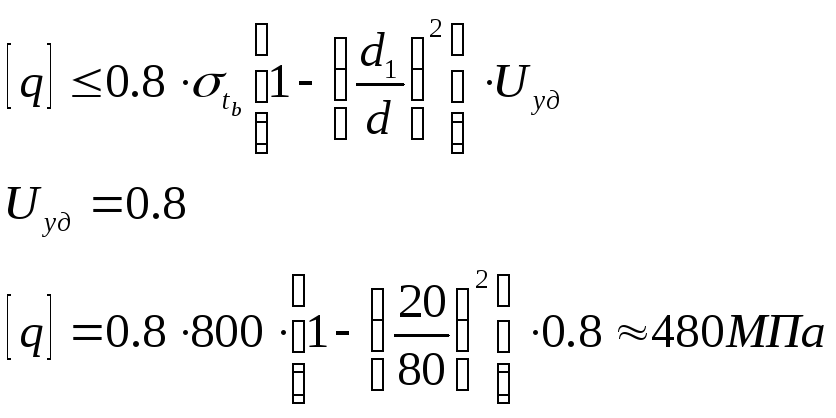
Проверяем посадку на прочность:
![]()

Допускается
[27, 28, 30]
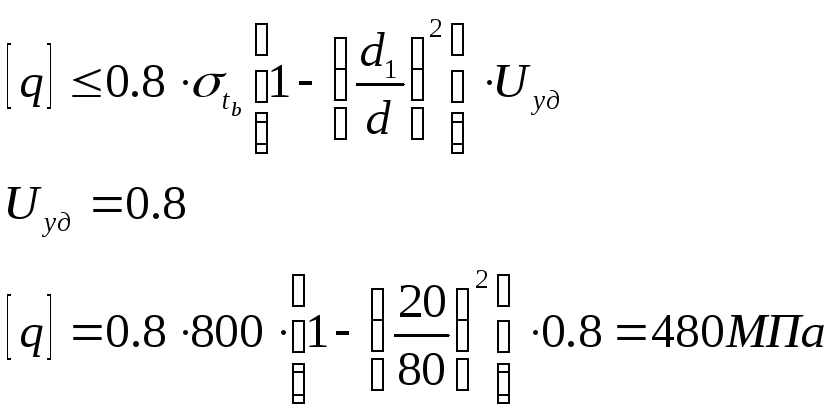
![]() ,
поэтому материал втулки и вала будет
работать в упругой зоне.
,
поэтому материал втулки и вала будет
работать в упругой зоне.
Расчет посадки в системе вала:
1гр
![]()
2гр
![]()
![]()
![]()
![]()
3гр
![]()
1гр. посадок применяется только для очень точных соединений. Ее применение требует обоснования. Поэтому обычно выбор посадок начинают со 2гр.
![]() ; ES
; ES
![]()
![]()
![]()
![]()
Выбираем поле допуска
![]() и посадку
и посадку
![]()

Проверяем посадку на прочность:
![]()

Допускается
[27, 28, 30]
![]() ,
поэтому материал втулки и вала будет
работать в упругой зоне.
,
поэтому материал втулки и вала будет
работать в упругой зоне.
1.3 Рассчитать переходную посадку
![]()
![]()

![]()
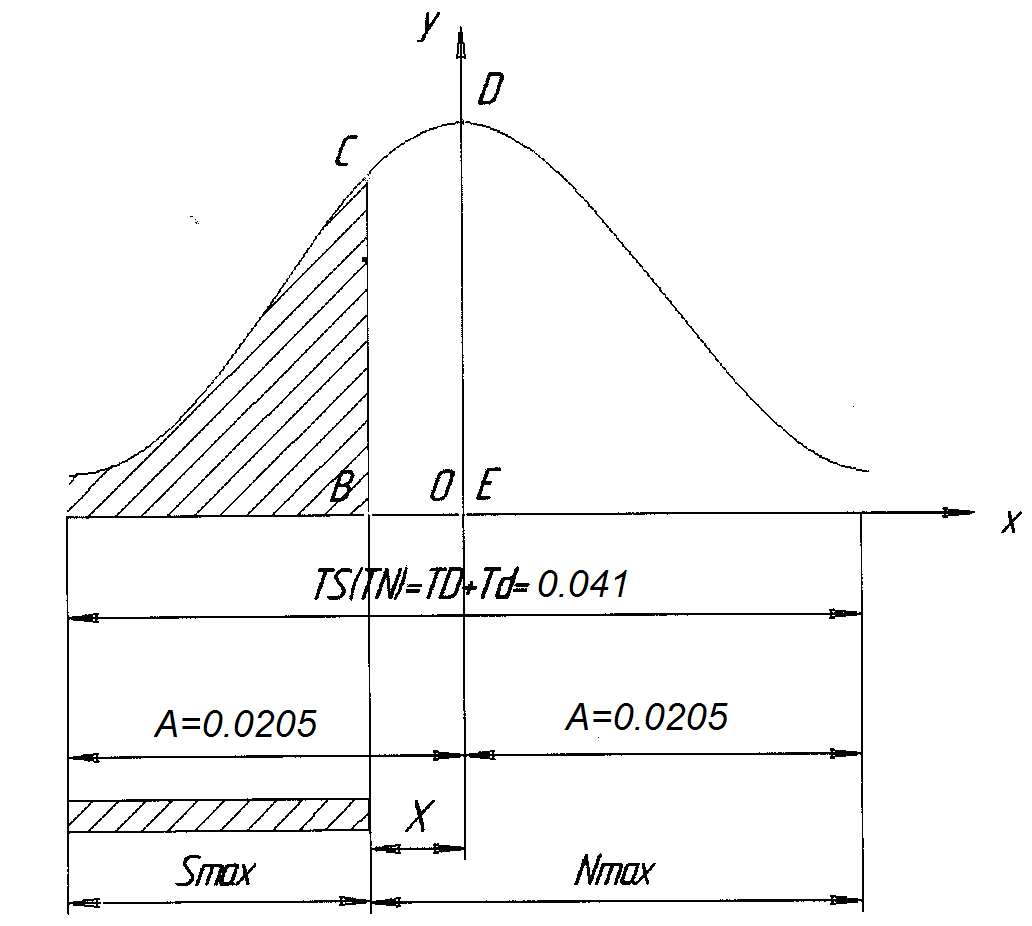
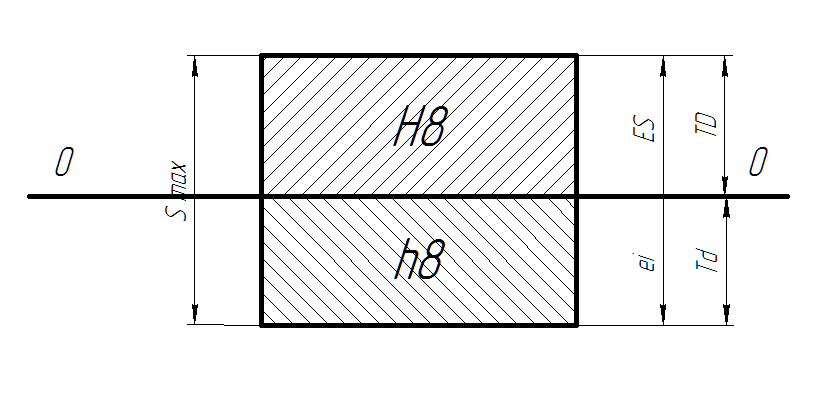
Вероятность получения соединения с зазором и натягом рассчитывается в предположении, что распределение размеров отверстия и вала, а также зазоров и натягов подчиняются закону нормального распределения, и допуск размеров деталей равен полю рассеяния, т.е.


Отложив значение зазора и натяга, видим,
что заштрихованная зона соответствует
зазору, не заштрихованная – натягу.
Следовательно, вероятность зазора
составляет
![]() ,
где
,
где
![]() - площадь криволинейной трапеции.
Остальное – натяг.
- площадь криволинейной трапеции.
Остальное – натяг.
Определяем значение Х, соответствующее
основанию криволинейной трапеции
![]()
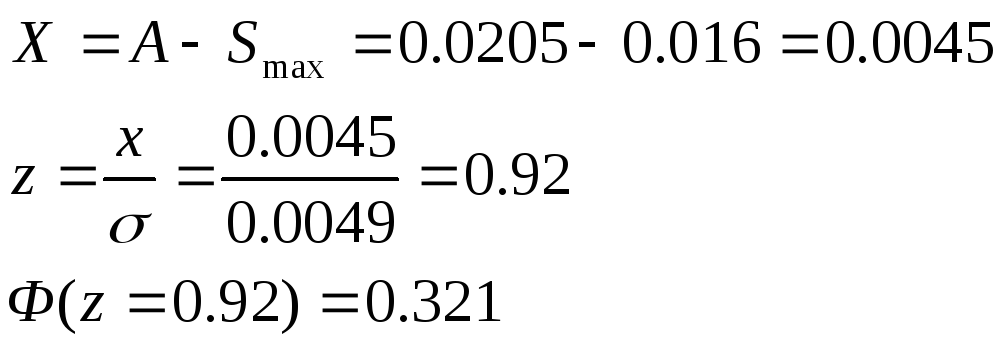
Тогда вероятность получения соединения
с зазором равна
![]() или 17.9%. Следовательно,
или 17.9%. Следовательно,
![]() или 82.1% - вероятность получения соединения
с натягом.
или 82.1% - вероятность получения соединения
с натягом.
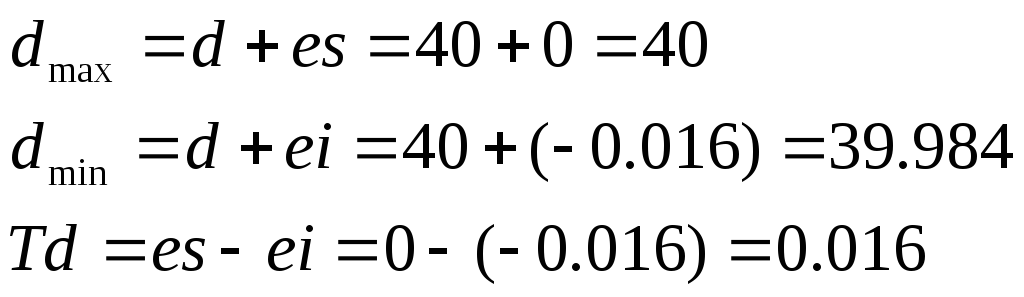
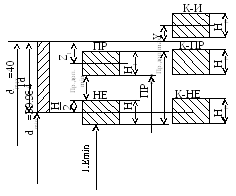
1.4 Рассчитать размеры калибров и контркалибров для любой из рассчитанных посадок. Начертить рабочие калибры (пробку и скобу).
Рассчитываем размеры калибров и контркалибров для посадки:
![]()
Расчёт гладких калибров
![]()
Рассчитываем предельные размеры отверстия:

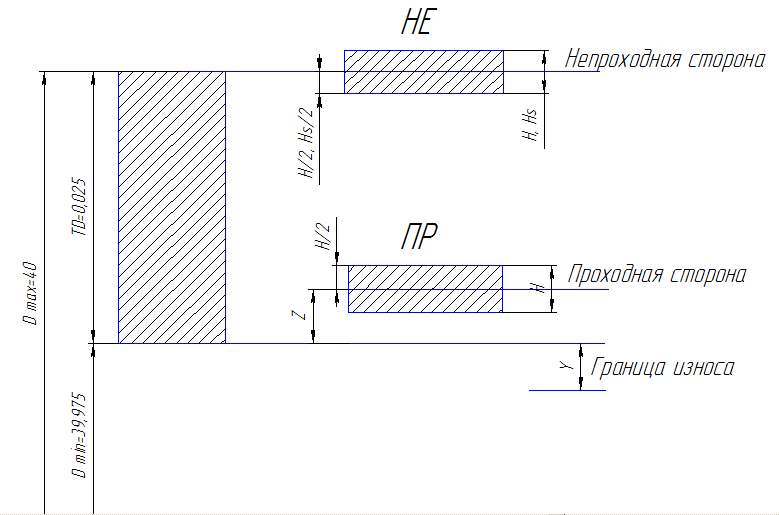
По ГОСТ 24853-81 находим численные параметры, обозначенные на схеме.
H=4мкм=0,004мм
Z=3.5мкм=0,0035мм
Y=3мкм=0,003мм
![]()
Определяем размеры калибров
ПРmax=![]()
Размер, проставляемый на чертеже 39,981-0,004
НЕmax=Dmax+![]() =40+
=40+![]()
Размер проставляемый на чертеже 40,002-0,004
ПРизн=Dmin-Y=39.975-0,003=39,972
Расчет гладких калибров
![]()
H1=4мкм=0,004мм
Z1=3.5мкм=0,0035мм
Y1=3мкм=0,003мм
Hp=1.5мкм=0.0015мм
ПРmin=![]()
Размер, проставляемый на чертеже 39,978+0,004
НЕ=![]()
Размер на чертеже 39,982+0,004
![]()
Округляем калибр в сторону уменьшения производственного допуска и кратно 0,0005
40,003-0,0015
![]()
Размер на чертеже 39,997-0,0015
![]()
Округляем калибр в сторону уменьшения производственного допуска и кратно 0,0005
39,984-0,0015

![]()
![]()

![]()
![]()
![]()
![]()

![]()
1.5 Рассчитать и начертить схему расположения полей допусков резьбового соединения M10 – 6H/6d
По ГОСТ 8724-81 определяем шаг резьбы: P=1.5
По ГОСТ 24705-81 определяем номинальный диаметр резьбового соединения

По ГОСТ 16093-81 определяем предельное отклонение и рассчитываем предельные размеры:
Для гайки:
![]()
![]() не
нормируется
не
нормируется
Для болта:
![]() не
нормируется
не
нормируется

Высота рабочего профиля резьбы:

Допуск высоты рабочего профиля:
![]()
Определяем значение допусков по среднему диаметру резьбы гайки и болта:

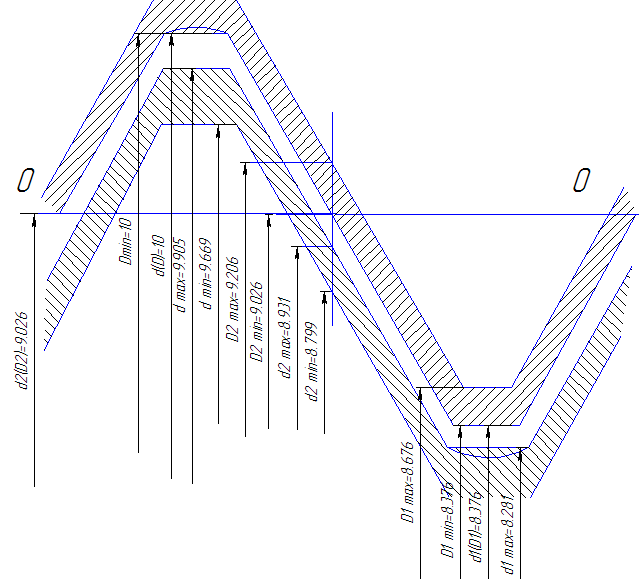
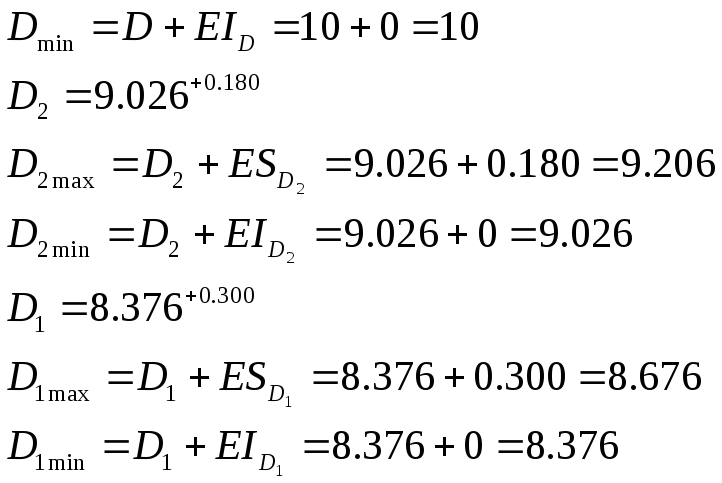
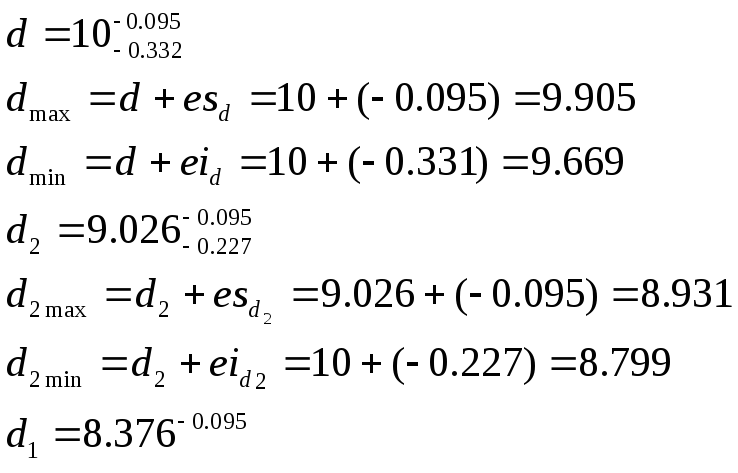
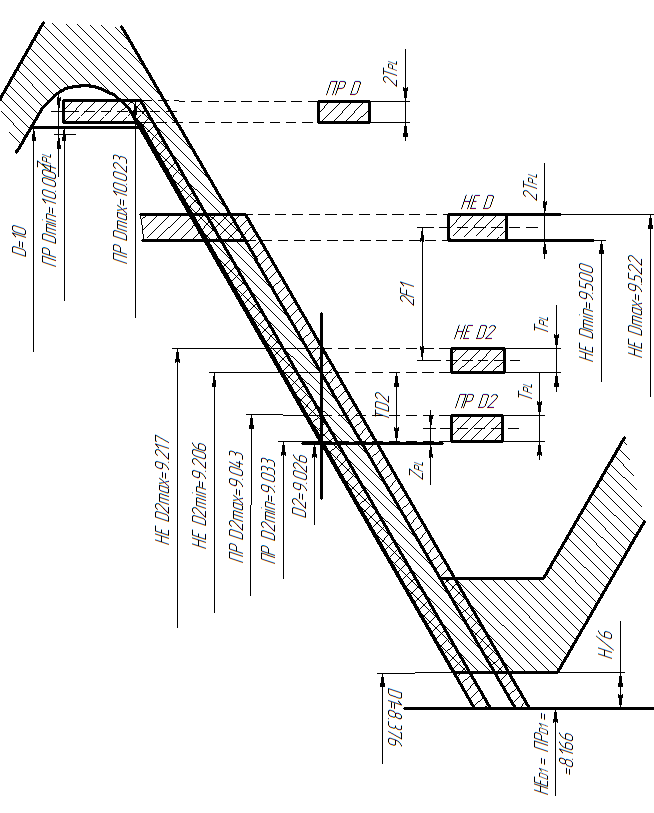
1.6 Рассчитать и начертить схемы расположения полей допусков рабочих калибров для наружной и внутренней резьбы.
По ГОСТ 24997-81 найдем значения параметров и рассчитаем предельные размеры проходного и непроходного калибров для контроля заданной резьбы:
Калибры для контроля болта
![]()
![]()
![]()
![]()
![]()
![]()
![]()

ПРd2
НЕd2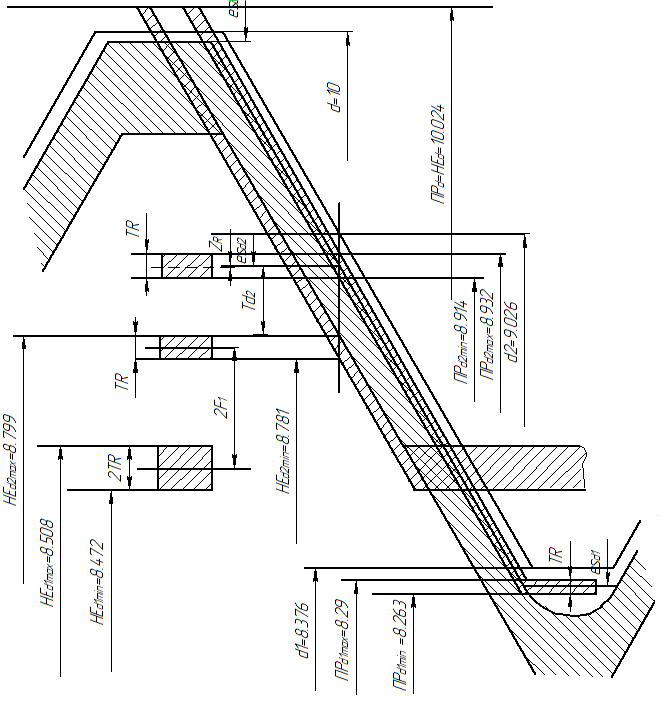
HEd1
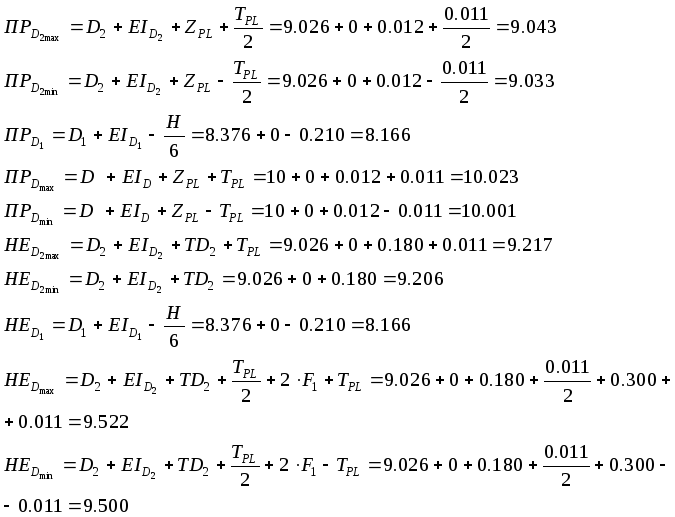
По ГОСТ 24997-81 найдем значения параметров и рассчитаем предельные размеры проходного и непроходного калибров для контроля заданной резьбы:
Калибры для контроля гайки
![]()
![]()
![]()
![]()
![]()
![]()
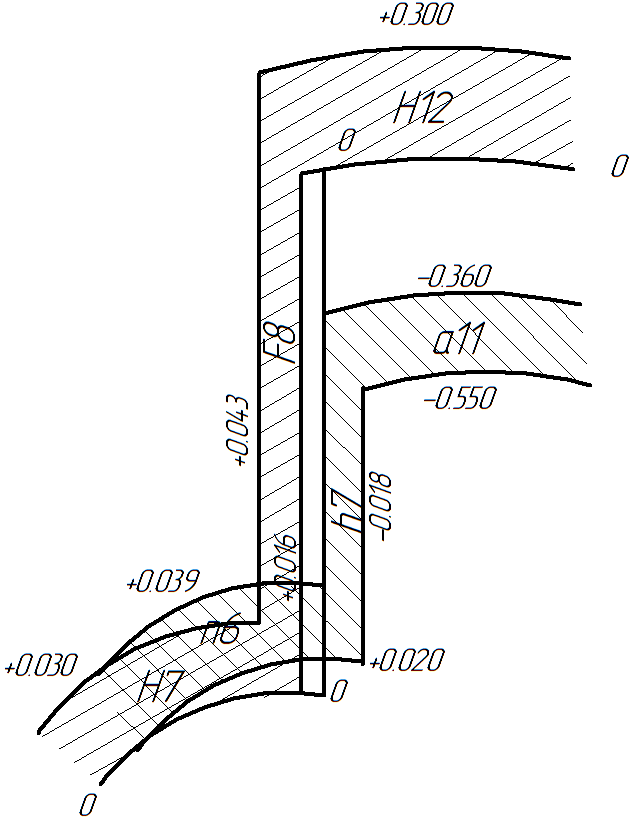
1.7 Найти и нанести на схему предельные отклонения и размеры шлицевого соединения
![]()
По ГОСТ 25347-82 находим отклонения для полей допусков:
Для ширины зуба:
![]()
Для внутреннего диаметра:
![]()
Для наружного диаметра:
![]()

Рассчитываем предельные размеры:
По d
Втулка
![]()
Вал
![]()
По D
Втулка
![]()
Вал
![]()
По b
Втулка
![]()
Вал
![]()
Обозначение шлицевой втулки
![]()
![]()
![]()
Обозначение шлицевого вала
![]()
![]()
![]()
1.8 Произвести перерасчет размеров, допусков и отклонений методами полной взаимозаменяемости и теоретико-вероятностными: 4.2 – 5 [27, стр.81, 82]

Метод полной взаимозаменяемости:
Проведем перерасчет размеров от базы 5

1-я размерная цепь
![]()
![]()
![]() ;
;
![]() ;
;
Допуск не может быть отрицательным или равным нулю.