

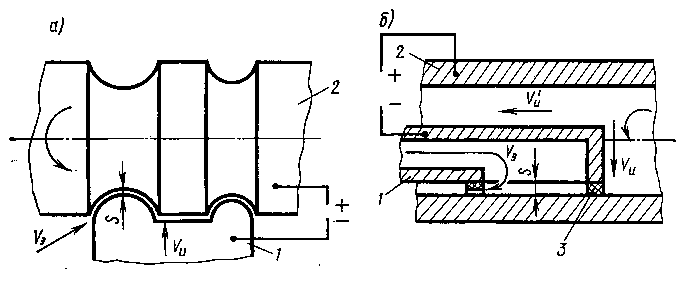
3.1.2. Точение наружных и внутренних поверхностей (рис. 3.1)
При такой схеме
электрод-инструмент 1 выполняет роль
резца, но, в отличие от обработки на
токарных станках, он не имеет механического
контакта с заготовкой 2, а находится от
нее на расстоянии S
(межэлектродный зазор). Электрод-инструмент
может работать по схеме врезания с
подачей поперек заготовок со скоростью
 ,
продольного точения с подачей вдоль
заготовки со скоростью
,
продольного точения с подачей вдоль
заготовки со скоростью
 или с одновременным перемещением в
обоих направлениях. Электролит прокачивают
со скоростью Vэ.
Межэлектродный зазор (S)
может поддерживаться за счет системы
регулирования (рис. 3.1,а) или путем
установки диэлектрических прокладок
3 (рис. 3.1,б) толщиной, равной величине
межэлектродного зазора [131].
или с одновременным перемещением в
обоих направлениях. Электролит прокачивают
со скоростью Vэ.
Межэлектродный зазор (S)
может поддерживаться за счет системы
регулирования (рис. 3.1,а) или путем
установки диэлектрических прокладок
3 (рис. 3.1,б) толщиной, равной величине
межэлектродного зазора [131].
3.1.3. Протягивание наружных и внутренних поверхностей (рис. 3.2)
Протягивание выполняется с перемещением со скоростью электрода-инструмента 1 диаметром d=2r, вдоль заготовки, как правило, с предварительно обработанной поверхностью. Заготовка диаметром D=2R может иметь прямую или изогнутую ось и различную форму сечения. Если заготовка круглая, то возможно ее вращение в процессе обработки. Протягиванием выполняют чистовую обработку отверстий, нарезание канавок, резьб, шлицев.
а)
б)
Рис. 3.1. Схема электрохимического точения наружных (а)
и внутренних (б) поверхностей

Рис. 3.2. Схема ЭХО внутренней поверхности
1 – электрод-инструмент; 2 – заготовка; 3 – диэлектрические элементы
3.1.4. Разрезание заготовок
Разрезание заготовок может выполняться прошиванием пластиной, вращающимся диском (рис. 3.3, а) или проволокой (рис. 3.3, б) [131].
Электрод-инструмент
1 подают к заготовке 2 со скоростью
,
поддерживая постоянный межэлектродный
зазор S. Заготовка может
оставаться неподвижной или вращаться
(при обработке диском). Электролит может
поступать через сопло (рис. 3.3, б) поливом
или через электрод-инструмент. Скорость
его движения
 .
Диском можно разрезать заготовки с
плоским торцем, проволокой – получать
фасонные профили. Оба инструмента
позволяют получать пазы, щели, подрезать
пружины и другие не жесткие детали.
.
Диском можно разрезать заготовки с
плоским торцем, проволокой – получать
фасонные профили. Оба инструмента
позволяют получать пазы, щели, подрезать
пружины и другие не жесткие детали.
а) б)
Рис. 3.3. Схема разрезания заготовок диском (а)
и непрофилированным электродом-проволокой (б)
1 – вращающийся диск (а) или проволока (б); 2 – заготовка
3.1.5. Шлифование (рис. 3.4) [131]
При шлифовании в качестве инструмента используют металлический диск 1, который перемещается со скоростью вдоль заготовки 2, поддерживаемой регулятором. Электрохимическое шлифование происходит без контакта инструмента с заготовкой при прокачке электролита со скоростью Vэ и применяется для чистовой обработки нежестких, хрупких, вязких материалов, пакетов пластин роторов и статоров электродвигателей, жаропрочных сплавов.
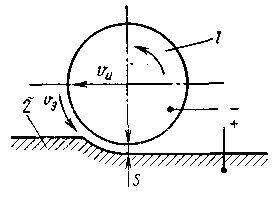
Рис. 3.4. Схема электрохимического шлифования
1 – металлический инструмент; 2 - заготовка
3.1.6. Гравирование
Гравирование выполняют торцем трубки или стержня, перемещаемых вдоль заготовки без касания электродов. Электролит подают вдоль стержня или через трубку. Используя имеющиеся копировальные устройства, можно получать тексты, рисунки на хрупких, труднообрабатываемых сплавах. Эта схема близка к рассмотренной выше применительно для непрофилированного электрода, однако, система управления движением стержневого электрода, как правило, содержит две управляющие координаты, что упрощает конструкцию оборудования.