

10.Автоматическая подача пруткового материала.
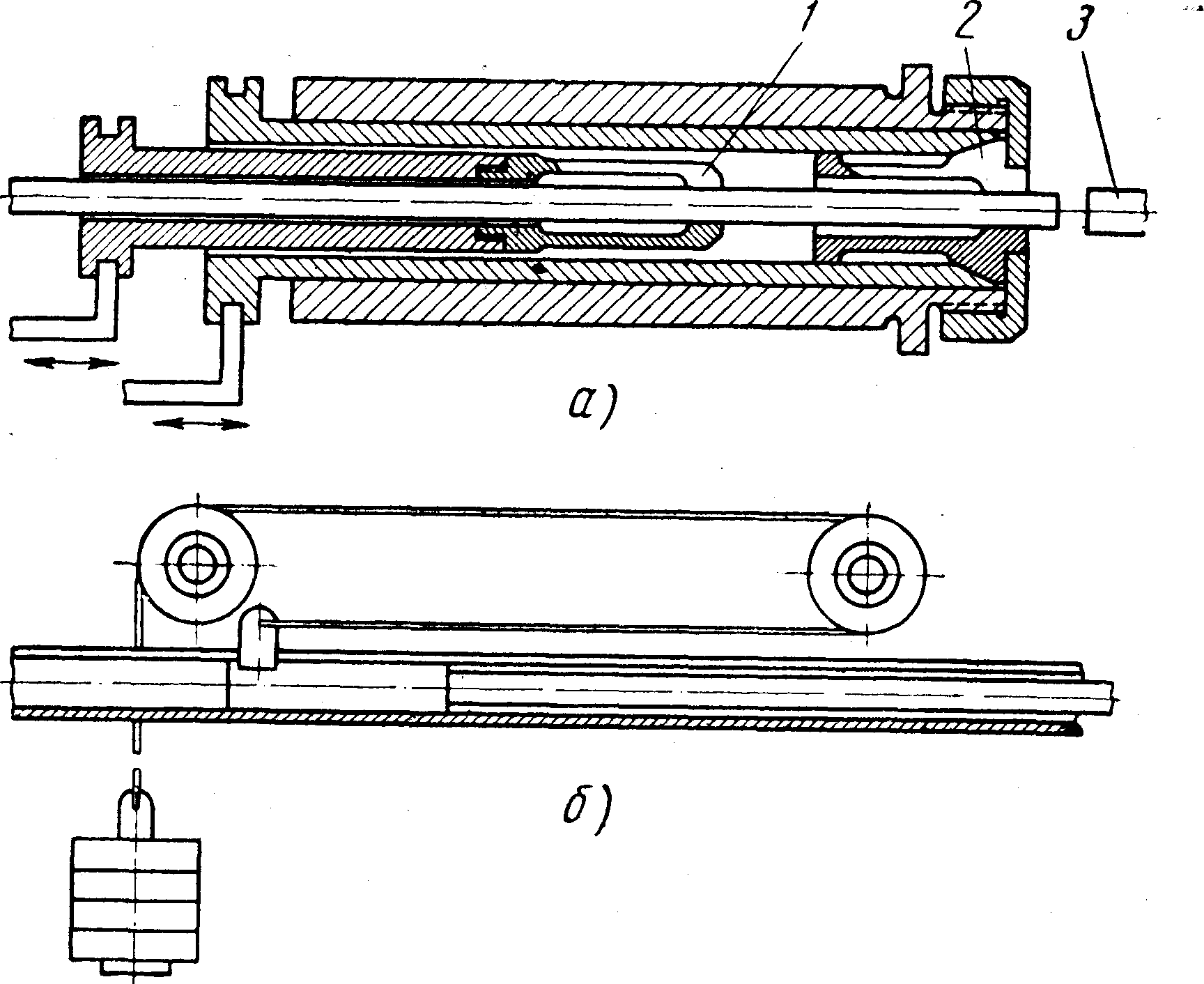
Рис. 2. 6 Механизмы подачи прутков
Наиболее распространен механизм подачи прутков на токарных и револьверных механизмах – механизм с подающей цангой (рис 2.6 а). Пруток при обработке закрепляется в цанге 2. Подающая цанга 1 под движением упругих сил плотно прижимается к прутку. После отрезки обработанной детали, цанга 2 разжимается, затем подающая цанга 1 перемещает пруток вправо до упора 3. В конце подачи цанга зажимает пруток. После закрепления прутка, подающая цанга 1 преодолевает трение и перемещается по прутку в исходное состояние. На рис 2.6 б показана схема подачи прутков с грузом. В направляющей трубке перемещается толкатель, сообщающий движение прутку вправо. Толкатель через ушко, которое проходит через прорезь в трубке при помощи троса, переброшенного через 2 ролика соединяются с грузом. В момент разжатия зажимающий пруток-груз через толкатель перемещает пруток до упора.
11. Классификация штучных заготовок, загружаемых автоматически.
Для загрузки заготовок одинаковой конфигурации и размеров, могут быть применены различные варианты загрузочных устройств. Конфигурация загрузочного устройства зависят от формы и соотношения размеров загружаемых заготовок. Более сложные конфигурации заготовки требуют применение более сложных механизмов для их ориентирования. А в некоторых случаях автоматическое ориентирование может оказаться затрудненным и такие заготовки в момент их установки в загрузочное устройство ориентируются вручную. На рис 2.7 приведена классификация штучных заготовок, загружаемых автоматически.
Р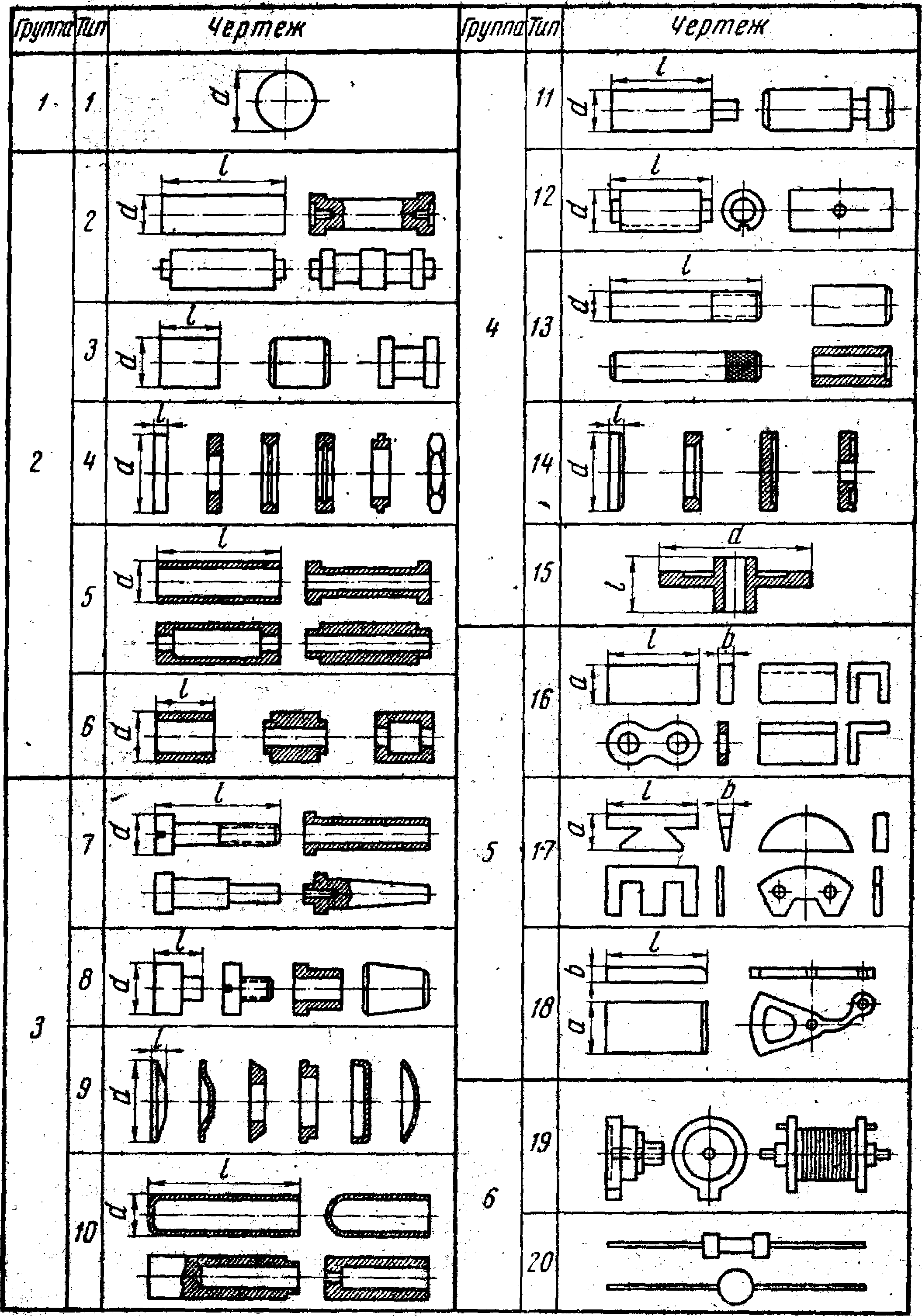 ис.
2.7.
Классификация штучных заготовок
ис.
2.7.
Классификация штучных заготовок
Заготовки по общности их формы разделены на 6 групп. Внутри группы заготовки в зависимости от конфигурации, соотношение размеров и формы отдельных элементов разделены на типы. А для каждого из типов можно принимать общее по конструкции загрузочные устройства.
1 группа – шары. Эти заготовки не требуют ориентации и для их подачи применяются самые простые загрузочные устройства.
2 группа – тела вращения, имеющие плоскость симметрии перпендикулярно оси.
В зависимости от соотношения длины и диаметра, заготовки разделены на 5 типов:
2 – в виде стержней, валиков, осей, штифтов, длинна больше полтора диаметра.
3 – в виде осей и роликов и длинной равной от половины до полутора диаметра
4 – в виде дисков, шайб, колец, с длиной меньше половины диаметра.
5 – с отверстием в виде трубок, втулок, для которых длинна больше полтора диаметра.
6 – заготовки типа втулок, роликов, длиной равной от половины до полутора диаметра.
Заготовки 2-ой группы ориентируются легко при их захвате или на ориентированных лотках, бункеры, загрузочные устройства.
3 группа – тела вращения, не имеющие плоскость симметрии перпендикулярно оси. Типы:
7 – винты, втулки с буртиками, длинна больше полтора диаметра, и головка легче ножки.
8 – винты, ступенчатые ролики, конические ролики, втулки с буртиками, длинна равна от половины до полутора диаметра.
9 – диски, кольца, крышки, колпачки, у которых длинна меньше половины диаметра.
10 – гильзы, колпачки, длинна больше диаметра.
Заготовки 3-ей группы легко ориентируются относительно оси симметрии и несимметричных сторон.
4 группа – тела вращения с несимметричными элементами, вызывающие затруднения в ориентировании. Типы:
11 – имеющие несимметричные элементы в виде коротких уступов или канавок. Для их автоматической ориентации требуется применение специальных дополнительных механизмов. Достоинство – не теряют ориентации при перемещении по обычным лоткам.
12 – требуют применение ориентировочных дополнительных механизмов, но в отличие от 11 типа при перемещении после ориентирования должно быть предохранение от поворота вокруг оси. Лоток снабжается шпонкой.
13 – длинна больше половины диаметра, имеют несимметричные элементы небольших размеров в виде фасок, резьбы, накатки, которые затрудняют автоматическое ориентирование.
14 – отличаются от 13 типа тем, что длинна меньше половины диаметра.
15 – трудно ориентировать автоматически, но зато они хорошо направляются по стержню магазина загрузочного устройства.
5 группа – заготовки призматической и пластинчатой формы. В зависимости от симметрии, конфигурации и вида несимметричного элемента делятся на типы:
16 – симметрично относительно 3-ех взаимно перпендикулярных плоскостей. Не трудно ориентировать.
17 – имеет две плоскости симметрии, для их автоматического ориентирования могут быть использованы специальные лотки.
18 – имеют несимметричные элементы. Для их автоматического ориентирования необходимы очень сложные устройства. Очень трудно поддаются автоматическому ориентированию.
6 группа – сложные крупногабаритные заготовки, а также заготовки с недостаточно сложными элементами, не допускающие загрузки навалом.
Для заготовок такого типа применяют специальные загрузочные устройства и эти заготовки разделены. Типы:
19 – магазинные загрузочные устройства отдельными гнездами применяют. При установке заготовки в гнезда, их ориентируют в ручную.
20 – для их ориентирования применяют загрузочные устройства с гнездами, а также загрузочные устройства, закрепляющие заготовки на ленты.
Классификация заготовок дает представление о технологичности конструкции детали с точки зрения удобства их автоматического ориентирования в загрузочных устройствах. Следует отдавать предпочтение при разработке конструкции детали: 1-6,16. Избегать: 13, 14, 18.