

2.2. Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами.
При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3-5 мм).
При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов.
Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублении от кернера. При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением.
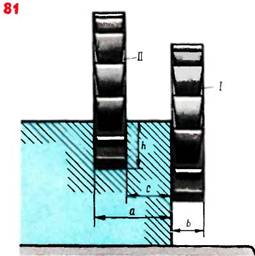
Рис. 8 установка дисковой фрезы
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит прежде всего от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 8 размер h отсчитывается от верхней плоскости заготовки, а на рис. 9 размер h задается от нижней опорной поверхности заготовки.
Порядок установки дисковой фрезы в первом случае (см. рис. 8) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II).
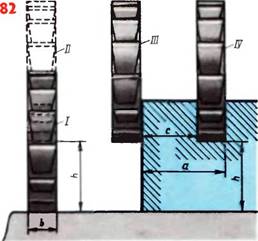
Рис. 9 установка дисковой фрезы
Порядок установки на размер h, заданный от основания детали (см. рис. 9). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза.
Концевые фрезы (рис. 10) изготовляют с нормальными и крупными зубьями. Фрезы с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Фрезы с крупными зубьями используют для черновой обработки.
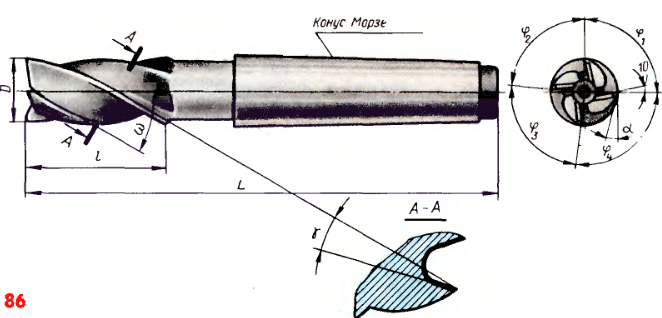
Рис. 10 Концевая фреза с коническим хвостовиком
Наладка станка на обработку пазов, как и в случае их обработки дисковыми фрезами, зависит от способа отсчета размера h. Сначала разберем случай, когда размер h задан от верхней плоскости заготовки (рис. 11). Вращающуюся фрезу подвести к боковой поверхности заготовки (положение I). Опустить стол и переместить рукояткой поперечной подачи на размер а (положение II). Далее поднять стол до касания фрезы с верхней поверхностью обрабатываемой заготовки. Затем продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и поднять стол на размер h; включить продольную подачу и профрезеровать паз. Теперь рассмотрим случай, когда размер паза отсчитывается от нижней опорной поверхности заготовки, установленной непосредственно на столе или на подкладке (рис. 12). В этом случае следует сначала фрезу довести до соприкосновения с подкладкой или очень аккуратно до соприкосновения с поверхностью стола, если заготовка установлена непосредственно на столе (положение I). Далее надо опустить консоль на размер h (положение II). Включить вращение фрезы и переместить стол в поперечном направлении до легкого соприкосновения с боковой поверхностью заготовки (положение III). Продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить поперечные салазки на размер а (положение IV).
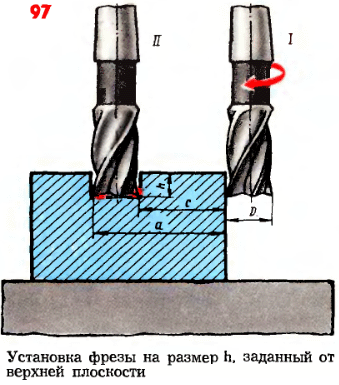
Рис. 11 Наладка станка на обработку пазов1
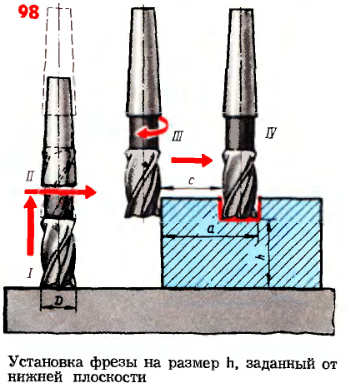
Рис. 12 Наладка станка на обработку пазов2
В ряде случаев для достижения требуемого размера паза по ширине целесообразно обработку производить за две операции: черновую и чистовую. При этом чистовую обработку желательно производить твердосплавными концевыми фрезами.