

Подготовка режущего инструмента к работе
Установка ножей состоит в их выверке и закреплении в корпусе ножевого вала. К установке ножей предъявляют следующие требования:
- лезвия ножей должны располагаться на одной окружности резания с точностью ∆≤0,02÷0,05 мм;
- режущие кромки ножей должны выступать над стружколомателем на 1-2мм, а над поверхностью вала – не более 2 мм для обеспечения достаточной жесткости его рабочей части.
Основные параметры ножей:
- длина ножа, L=260÷610мм;
- ширина ножа, В=25÷40 мм;
- толщина ножа, a=3 мм;
-
угол заточки, β=

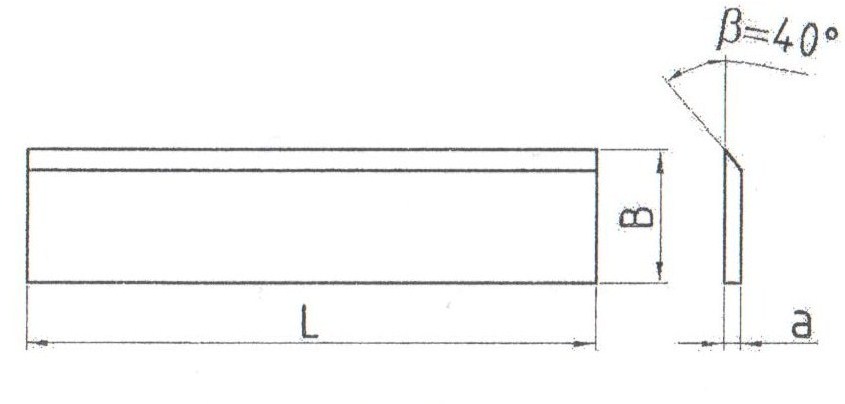
Рисунок 2.3 – Плоский нож.
Расчет режимов резания
D=125мм,
n=4800 ,
z=4,
t=1;2;3
мм, b=200;400;500
мм, W<30%,
,
z=4,
t=1;2;3
мм, b=200;400;500
мм, W<30%,
 ≤100мкм;
Р=7,5кВт, η=0,9
≤100мкм;
Р=7,5кВт, η=0,9
Исходные данные: обрабатываемые заготовки из сосны W<30%, станок рейсмусовый типа Supermac 163, глубина фрезерования t=1;2;3 мм, z = 4, ширина фрезеруемой части заготовки b=200;400;500 мм, угол резания = 600, начальная острота ножей о = 5 мкм, время работы инструмента между переточками Т = 400 мин для стали 8Х6ВМФ. Качество обрабатываемой поверхности Rm 100 мкм.
Решение.
Скорость главного движения принимаем из рекомендуемого диапазона скоростей:
V
= Dn/60000=3.14×125×4800/60000=31,4
м/с.
Dn/60000=3.14×125×4800/60000=31,4
м/с.
Угол контакта режущей кромки с заготовкой для t=1;2;3 мм:
 =115
=115 =115
=115 =
= ;
;
 =115
=115
=115
=115 =
= ;
;
 =115
=115
=115
=115 =
= .
.
Длина дуги контакта
 =
= =
= =11,18
мм;
=11,18
мм;
 =
= =
= =15,811
мм;
=15,811
мм;
 =
= =
= =19,364
мм.
=19,364
мм.
Подача на зуб с ограничением по шероховатости. Длина волны по заданной шероховатости
 =
= z=7,3
мм (выбирается по табл.28. [1])
z=7,3
мм (выбирается по табл.28. [1])
Подача на зуб
= / z=7,3/4=1,825 мм.
Прирост затупления лезвий за время работы
 =
= ×
×n×T×
×
×n×T× /1000=0,0008×11,18×4800×400×0,9×0,9/1000=13,909
мкм;
/1000=0,0008×11,18×4800×400×0,9×0,9/1000=13,909
мкм;
 =
×
×n×T×
/1000=0,0008×15,811×4800×400×0,9×0,9/1000=19,671
мкм;
=
×
×n×T×
/1000=0,0008×15,811×4800×400×0,9×0,9/1000=19,671
мкм;
 =
×
×n×T×
/1000=0,0008×19,364×4800×400×0,9×0,9/1000=24,091
мкм.
=
×
×n×T×
/1000=0,0008×19,364×4800×400×0,9×0,9/1000=24,091
мкм.
Фиктивная сила резания
 =1,565+0,0353(
/2)=1,565+0,0353(
=1,565+0,0353(
/2)=1,565+0,0353( /2)=1,761
Н/мм;
/2)=1,761
Н/мм;
 =1,565+0,0353(
/2)=1,565+0,0353(
=1,565+0,0353(
/2)=1,565+0,0353( /2)=1,821
Н/мм;
/2)=1,821
Н/мм;
 =1,565+0,0353(
/2)=1,565+0,0353(
=1,565+0,0353(
/2)=1,565+0,0353( /2)=1,879
Н/мм.
/2)=1,879
Н/мм.
Касательное давление стружки на переднюю грань
 =(0,196+0,00392×
/2)ϭ+(0,0686+0,00147
=(0,196+0,00392×
/2)ϭ+(0,0686+0,00147 /2)(90-V)-(5,39+0,147
/2)=(0,196+0,00392×5,562)60+(0,0686+0,00147×5,562)(90-31,4)-(5,39+0,147×5,562)=11,781+4,453-6,207=10,027МПа;
/2)(90-V)-(5,39+0,147
/2)=(0,196+0,00392×5,562)60+(0,0686+0,00147×5,562)(90-31,4)-(5,39+0,147×5,562)=11,781+4,453-6,207=10,027МПа;
 =(0,196+0,00392×
/2)ϭ+(0,0686+0,00147
=(0,196+0,00392×
/2)ϭ+(0,0686+0,00147 /2)(90-V)-(5,39+0,147
/2)=(0,196+0,00392×7,273)60+(0,0686+0,00147×7,273)(90-31,4)-(5,39+0,147×7,273)=11,788+4,646-6,459=9,975МПа;
/2)(90-V)-(5,39+0,147
/2)=(0,196+0,00392×7,273)60+(0,0686+0,00147×7,273)(90-31,4)-(5,39+0,147×7,273)=11,788+4,646-6,459=9,975МПа;
 =(0,196+0,00392×
/2)ϭ+(0,0686+0,00147
=(0,196+0,00392×
/2)ϭ+(0,0686+0,00147 /2)(90-V)-(5,39+0,147
/2)=(0,196+0,00392×8,907)60+(0,0686+0,00147×8,907)(90-31,4)-(5,39+0,147×8,907)=11,794+4,033-6,699=9,128
МПа.
/2)(90-V)-(5,39+0,147
/2)=(0,196+0,00392×8,907)60+(0,0686+0,00147×8,907)(90-31,4)-(5,39+0,147×8,907)=11,794+4,033-6,699=9,128
МПа.
Коэффициент затупления
 =1+(1+0,1
=1+(1+0,1 )
) =1+(1+0,1×
=1+(1+0,1× )
) =1,396;
=1,396;
 =1+(1+0,1
=1+(1+0,1 )
) =1+(1+0,1×
=1+(1+0,1× )
) =1,552;
=1,552;
 =1+(1+0,1
=1+(1+0,1 )
) =1+(1+0,1×
=1+(1+0,1× )
) =1,65.
=1,65.
Окружная касательная сила резания
 =1000Pη/V=1000×7,5×0,9/31,4=214,968
H.
=1000Pη/V=1000×7,5×0,9/31,4=214,968
H.
Средняя сила резания на дуге контакта
 =
πD/(
z)=
214,968×3,14×125/11,18×4=1886,7 H;
=
πD/(
z)=
214,968×3,14×125/11,18×4=1886,7 H;
 =
πD/(
z)=
214,968×3,14×125/15,811×4=1334,1 H;
=
πD/(
z)=
214,968×3,14×125/15,811×4=1334,1 H;
 =
πD/(
z)=
214,968×3,14×125/19,364×4=1089,3 H.
=
πD/(
z)=
214,968×3,14×125/19,364×4=1089,3 H.
Средняя толщина срезаемого слоя при b=200;400;500 мм:
 =
= =
= =0,69
мм;
=0,69
мм;
 =
= =(
=( –
–
1,821)×0,002= 0,32 мм;
 =
= =(
=( –
–
 )×0,002=
0,23 мм.
)×0,002=
0,23 мм.
Подача на зуб, ограниченная мощностью привода
 =
/
=0,69/
=8,6
мм;
=
/
=0,69/
=8,6
мм;
 =
/
=0,32/
=2,6
мм;
=
/
=0,32/
=2,6
мм;
 =
/
=0,23/
=1,53
мм.
=
/
=0,23/
=1,53
мм.
Принимаем:

Скорость подачи
 =
= zn/1000=1,53
×4×4800/1000=29,4 м/мин.
zn/1000=1,53
×4×4800/1000=29,4 м/мин.
Таблица 3.1. Ограничения по шероховатости и мощности привода.
-
глубина фрезерования t, мм
, мм
, мм
 ,
мм
,
мм1
8,6
8,6
8,6
2
8,6
2,6
2,6
3
8,6


глубина фрезерования, мм |
скорость подачи, м/мин |
1 |
165,1 |
2 |
49,9 |
3 |
29,4 |
14. Мощность на резание
P=
 =
= =6,74
кВт;
=6,74
кВт;
15. Окружная радиальная сила резания Fz, Н:
Fz = 0,5 F3 a2 - Fп tg(900 - - тр), (1)
где - угол резания, = 600;
тр - угол трения, тр = 170.
Fп - сила резания по передней грани резца, Н:
Fп = Fx - F3, (2)
где F3 - сила резания по задней грани резца
F3 = (a - 0,8)Рф bл l/t,
F3
= (a
- 0,8)
Рф
bл =176,8
H;
=176,8
H;
Отсюда Fп = 214,968 - 176,8 = 38,168 Н.
Fz = 0,5 176,8 (1,6)2 - 38,168 tg(900 - 600 - 170) = 226,304-8,811=217,5 Н.
Алгебраическая сумма вертикальных проекций сил Fx и Fz cоставит силу F2, нормальную к подаче:
F2 = Fx sin Q - Fz cos Q = 214,968 0,3 - 217,5 0,99 = - 150,5 Н.
Таким образом, при отрицательном значении F2 обрабатываемая заготовка отталкивается от фрезы, а при положительном значении F2 имеет место эффект затягивания.
Проекции сил Fx и Fz на направление подачи дают силу сопротивления к подаче F1:
F1 = Fx cos Q + Fz sin Q = 214,968 0,99 + 217,5 0,3 = 278,05 Н.