

7. Обжимные прессы. Назначение и классификация. Механика процесса прессования.
Тетради, полученные с фальцевальных и рулонных печатных машин, имеющих фальцаппараты, обжимаются и связываются в пачки. Цель обжима - уплотнить тетрадь и сделать ее толщину более равномерной, при этом повышается надежность и точность их последующей обработки.
Для обжима тетрадей и связывания их в пачки предназначены пако- вально-обжимные прессы. Прессы такого рода являются полуавтоматами, в которых вручную производится подготовка тетрадей и увязывание в пачки.
Пресс имеет две плиты - неподвижную 1 (рис. 1.31) и подвижную 2. Крайние тетради предохраняют от повреждения прокладками 3 и 4.
По характеру расположения тетрадей прессы разделяют на вертикальные и горизонтальные.
У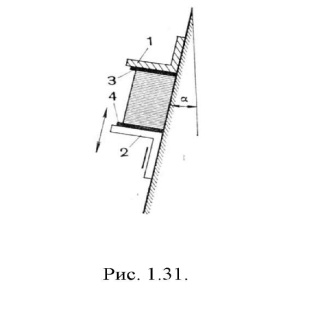 величение
давления не улучшает качества обжима,
и появляется опасность отмарывания.
величение
давления не улучшает качества обжима,
и появляется опасность отмарывания.
Основное назначение блокообжимных прессов - выровнять толщину блоков в корешке с толщиной в остальной части блоков. Разная толщина образуется главным образом за счет перегиба волокон бумаги в фальцах тетрадей и клея, который проникает между округлениями корешков и, высыхая, превращаются в клеевую пленку. Утолщение корешков за счет ниток, которыми сшиты блоки, незначительно, так как сейчас для этой цели применяют тонкие синтетические нити — нейлоновые или капроновые.
Блоки спрессовываются обычно два раза: до заклейки корешка и после высушивания клея перед трехсторонней обрезкой. Это необходимо для более прочного скрепления корешков клеевой пленкой, ее упрочнения и выравнивания толщины блока перед обрезкой для получения большей точности.
Блокообжимные прессы можно разделить на две группы: для местного и общего прессования.
Как правило, блоки прессуются не по всей поверхности, а только в области корешка, т. е. выполняется не общее прессование, а местное. Общее прессование блоков в брошюровочно-переплетном производстве почти перестали применять, хотя оно и имело известный смысл: прессование блоков с большим усилием по всей поверхности давало возможность получить плотную калиброванную книгу и исправить отклонения в толщине, возникающие за счет несоблюдения технологических режимов, влияния разной толщины бумаги в одной партии и колебаний во влажности бумаги. Особенно важное значение это имеет для многотиражных изданий, выпуск которых занимает много дней.
Устройство блокообжимного пресса.
Схема устройства блокообжимного пресса показана на рис. 3.3. Книжные блоки поступают на ленточный транспортер 1 пресса. Отсекатель 3 и зажимы 2, работая поочередно (позиция I), обеспечивают поштучную
п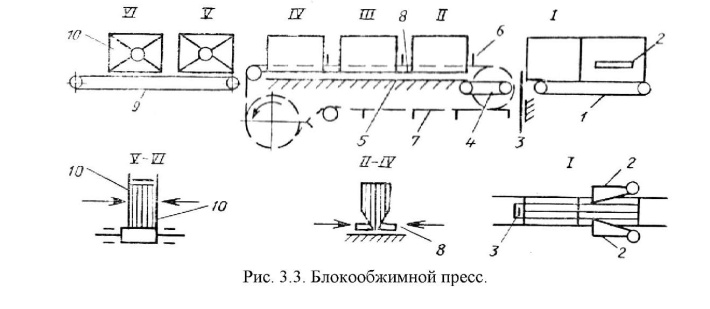 одачу
блоков в машину в соответствии с
цикличностью ее работы. Когда отсекатель
3, пропустив очередной блок, опускается,
зажимы 2 удерживают следующий блок и
отпускают его только после подъема
отсекателя 3.
одачу
блоков в машину в соответствии с
цикличностью ее работы. Когда отсекатель
3, пропустив очередной блок, опускается,
зажимы 2 удерживают следующий блок и
отпускают его только после подъема
отсекателя 3.
Промежуточный транспортер 4 передает блоки на неподвижный стол 5. Захваты 6 периодически перемещающегося на один шаг транспортера 7 передвигают блоки вдоль машины. Прессование блоков происходит в пяти позициях. В позициях II, III, IV выполняется прессование корешка колодками 8. Затем блок поступает на ленточный транспортер 9, и плиты 10 в позициях V и VI выполняют общее прессование блока по всей поверхности.