

12. Книговставочные, крытвенные и штриховальные машины.
Книговставочные машины.
Готовые блоки соединяются с переплетными крышками клеевым способом: форзацы блока промазываются клеем, блок вставляется в крышку» крышка прижимается к блоку.
Дальнейшая операция — сушка готовых книг — выполняется в переплетно-обжимных прессах или в каретках специальных транспортеров или линий.
Степень механизации вставки блока в переплетную крышку зависит от тиража, объема, формата, вида блока и конструкции крышки. При небольших тиражах книги большого или малого формата иногда вставляют вручную или на операционных станках и книговставочных конвейерах, механизирующих лишь процесс промазки форзацев блока клеем. Но в любом случае эту операцию лучше выполнять на книговставочных машинах. Для промазки форзацев применяют холодные крахмальные и сульфит- целлюлозные клеи, а в последнее время — и клей на основе поливинилацетатной эмульсии.
Вставка вручную до сих пор применяется в небольших типографиях, хотя она малопроизводительна и дает невысокое качество книги.
 Заводы
полиграфических машин выпускают
небольшое количество операционных
книговставочных станков для промазки
форзацев у блоков с отогнутыми фальцами
тетрадей в корешках. Основное
преимущество таких станков — более
высокое качество вставки по сравнению
с ручным способом. Кроме того, клеевые
аппараты позволяют наносить утолщенный
слой клея на места форзацев, прикрытые
марлей. К тому же работа на станках
исключает загрязнение клеем обрезов
блока и переплетных крышек.
Заводы
полиграфических машин выпускают
небольшое количество операционных
книговставочных станков для промазки
форзацев у блоков с отогнутыми фальцами
тетрадей в корешках. Основное
преимущество таких станков — более
высокое качество вставки по сравнению
с ручным способом. Кроме того, клеевые
аппараты позволяют наносить утолщенный
слой клея на места форзацев, прикрытые
марлей. К тому же работа на станках
исключает загрязнение клеем обрезов
блока и переплетных крышек.
В некоторых станках имеются две клеевые секции для ^ двойной промазки клеем форзацев: сначала участков, прикрытых марлевыми клапанами, а затем снова этих же участков и всей поверхности форзацев.
Такая промазка обеспечивает надежное проникание клея сквозь ячейки марли на форзацы, повышая тем самым качество склеивания блока с крышкой.
Производительность труда на книговставочных станках невысокая, поэтому такие станки применяют только в мелких типографиях, где невелик объем вставочных работ или в качестве вспомогательного оборудования при выпуске малотиражной продукции.
При изготовлении книг большими тиражами для вставки блоков в переплетные крышки используют книговставочные машины двух видов: карусельные («крылатки») и конвейерные.
Несмотря на различное конструктивное исполнение книговставочных машин, принцип их работы одинаковый.
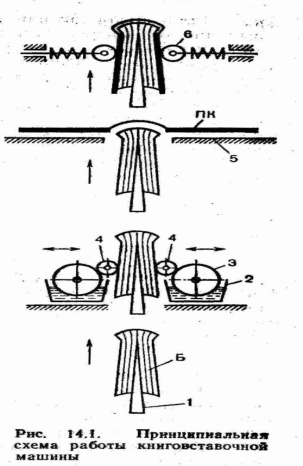
Блок Б (рис. 14.1) вручную или автоматически надевается раскрытым примерно посередине на плоскую тонкую пластину (крыло) 1. Затем крыло с блоком перемещается вверх и проходит через два клеевых аппарата 2, расположенных по бокам. Клей из ванны клеевыми цилиндрами 3 передается клеевым валикам 4, которые наносят его на форзацы блока. В момент прохождения корешка блока, у которого отогнуты фальцы тетрадей, клеевые аппараты отодвинуты. После прохода корешка аппараты приближаются к блоку, и клей наносится на форзацы. При дальнейшем движении вверх блок встречает переплетную крышку ПК, находящуюся в специальных направляющих 5, и надевает ее на себя. В следующей позиции обжимные валики 6 прижимают крышку к форзацам блока.
В книговставочных машинах блок и крышка перед совмещением выравниваются по одной стороне, по упорам. А это при колебаниях геометрических размеров блока и крышки не обеспечивает требуемой точности вставки. На точность вставки влияет также и не всегда точное раскрывание блока посередине при посадке его на крыло. Поэтому часто книги, изготовленные на книговставочных машинах, не удовлетворяют требованиям технологических инструкций и нуждаются в ручном исправлении вставки.
По технологическим инструкциям отклонение верхних и нижних кантов у обеих сторон крышки от заданной ширины допускается в пределах от ±1 до ±2 мм в зависимости от формата издания» для передних кантов от ±1,5 до ± 2мм. Отставание корешка крышки от корешка блока в закрытой книге допускается не более, чем на 2 мм.
Крытвенные автоматы
На крытвенных машинах производится клеевое соединение блоков многообъемных журналов, некоторых периодических изданий, удешевленных книг с мягкой обложкой. Блоки в этом случае комплектуются подъемкой, сшиваются проволокой втачку или нитками потетрадно.
Крытвенные автоматы применяются для средних тиражей, если блоки изготовляются на операционных машинах. При выпуске таких изданий массовыми тиражами обычно используются машины или агрегаты, в которых после бесшвейного скрепления производится крытье мягкой обложкой.
Существуют различные конструкции крытвенных машин: карусельные, линейные и конвейерные. По технологическому процессу их можно разделить на машины, наносящие клей на корешок блока, и на машины, в которых клей наносится на корешок бумажной обложки.
В типографиях СССР применяются крытвенные автоматы карусельной конструкции отечественного производства, наносящие клей на корешок блока. Некоторые типографии оснащены полуавтоматическими машинами такого же типа, но изготовленными в ГДР.
На этих машинах можно выполнять обыкновенное крытье и крытье вроспуск. В первом случае обложка с блоком соединяется путем их склеивания по корешку. При крытье вроспуск обложка приклеивается не только к корешку блока, но и к крайним листам блока по полосе шириной 5—7 мм от корешка.
Крытвенный автомат карусельного типа представляет собой восьми позиционную машину с периодическим перемещением блока (рис. 14.6). Стол 4, имеющий восемь зажимов 7, 8, периодически поворачивается на 45° с помощью водила 5 и мальтийского креста 6. Блоки, зажатые в зажимах, перемещаются из одной позиции в другую.
Блоки Б корешками вниз укладывают в магазин самонаклада 1, а головками приталкивают к правой направляющей планке. При каждом кинематическом цикле толкатель 2 выталкивает из магазина передний блок и подает его на выдвижную планку 3, которая находится над зажимами поворотного стола машины. При выдвижении планки блок падает в раскрытый зажим (позиция I) на установочный столик 10.
В этот момент стол неподвижен. Но затем он по ворачивается. При этом блок выравнивается, и зажимная планка закрывается при сбегании ролика с горки 9. С этого момента блок перемещается вместе со столом. В позиции II расположена клеевая секция. После остановки стола поднимается клеевая планка 13 и наносит клей на корешок блока, а планки 11 и 12 (только при крытье вроспуск) наносят клей на первую и последнюю страницы блока.
Клеевая ванна 14, наполненная костным клеем, находится внутри кожуха 15, в который налита вода, подогреваемая электронагревательными элементами 16.
Для удаления излишков клея с корешка блока предусмотрен специальный скребок. Как только планки клеевого аппарата опустятся, стол поворачивается, и блок поступаете III позицию для подсушки клея. Затем блок перемещается в секцию самонаклада обложек (позиция IV). Стол 18у на котором уложены стопкой обложки 17 запечатанной стороной вниз, поднимается, и верхняя обложка прижимается к корешку блока, промазанному клеем. После небольшого выстоя стол 18 опускается, а верхняя обложка оказывается приклеенной к блоку.
Стол поднимается под действием грузов, а в верхнем положении фиксируется неподвижными упорами, закрепленными на станине. Для надежного отделения от стопки только одной верхней обложки предусмотрены щеточное устройство и устройство для раздува воздухом.
Затем стол 18 опять поворачивается, и блок с приклеенной обложкой занимает позицию Vдля контроля качества приклейки обложки. Если обложка приклеена с перекосом или вообще отсутствует, специальный щуп замыкает цепь электромагнита, который выключает муфту привода, и машина останавливается.
При перемещении блока из позиции IV в позиции V и VI приклеенную обложку поддерживают направляющие 19. В позиции VI расположена обжимная секция. Здесь нижняя подпружиненная колодка 21поднимаясь, прижимает обложку к корешку блока, а планки 20 обжимают ее по боковым сторонам и делают сгиб обложки, необходимый для лучшего ее раскрывания.
При крытье вроспуск устанавливают более толстые планки, которые не только сгибают, но и приклеивают обложку к первой и последней страницам блока около корешка. В позиции VII клей подсушивается, и готовая брошюра поступает в приемную секцию VIII. После остановки поворотного стола зажимы раскрываются, и планки 26 выталкивают брошюру корешком вниз на приемный стол 22. Вначале она находится между отделительной гребенкой 23 и пружинами сталкивателя 24, затем гребенка опускается и сталкиватель проталкивает ее по приемному столу, продвигая всю стопу вместе с угольником 25. Перед возвращением сталкивателя в исходное положение отделительная гребенка поднимается и удерживает выведенную брошюру от падения, обеспечивая этим свободный выход следующей. Стол опять поворачивается на 45°, и свободный раскрытый зажим, подготовленный к приему очередного блока, занимает снова позицию I.
Если брошюра по каким-либо причинам осталась в зажиме, то при движении ее к позиции I блокировка выключит машину. В автомате предусмотрены также блокировки, контролирующие правильность установки блока в зажимах, наличие блоков в самонакладе и заполнение приемного стола.
Штриховальные машины
Штриховальные машины выполняют одну из заключительных операций технологического процесса изготовления книг. Эта операция, называемая штриховкой, служит для образования вдавленных линий на переплете книги между отставом и картонными сторонками переплета. Глубина вдавливания должна быть в пределах от 0,5 до 0,8 толщины переплетной крышки.
Углубленная линия (штрих) является шарниром, по которому открывается переплетная крышка. Кроме того, штриховка улучшает внешний вид книги и способствует сохранению формы ее корешка.
Штриховка может быть выполнена плоскими или дисковыми ножами. Кромки ножей тупые, что предупреждает повреждение ткани.
По принципу построения штриховальные машины относятся к машинам позиционного и линейного типа. В некоторых машинах операция штриховки совмещается с обжимом готовой книги, такие машины называют штриховально-обжимными. Они чаще всего применяются в составе автоматических поточных линий. Во время операции штриховки в штриховальных машинах книги располагаются горизонтально, а в штриховально-обжимных они находятся в вертикальном положении, вниз корешком.
Машину обслуживают двое рабочих: один подает книги, другой их принимает.
На стол 5 (рис. 14.8) книги по одной укладываются рабочим в позицию I. При этом книга выравнивается по направляющим планкам 4 и 6. Это предупреждает перекос книги во время транспортировки. Расстояние между планками регулируется в зависимости от формата. Транспортер 1 перемещает книги в позицию II, где они проходят между вращающимися тупыми верхними 3 и нижними 2 дисковыми ножами. Для ускорения и лучшего закрепления штриха дисковые ножи нагреваются электронагревателями. В зависимости от толщины обрабатываемых книг расстояние между верхними и нижними ножами регулируется. В позиции III готовые книги снимает второй рабочий. Скорость перемещения книг в машине составляет 0,3 м/с.