1.14 Проанализировать виды дефектов формы и геометрии толстолистовой стали. Причины их появления и способы устранения.
Дефекты формы и геометрии толстолистовой стали:
1) ромбовидность. Происходит если скорость перемещения одной стороны выше относительно другой. Происходит из-за неправильной задачи листа в валки, необходимо проверить центрователи задающие раскат в клеть.
2) трапецеобразность. Возникает если одна сторона получила большее обжатие относительно другой. Дефект возможен при перекосе валков и получения разного зазора между валками. Для исправления необходимо Настроить валковый узел по зазору между ними..
3) поперечная разнотолщинность. Связано с неравномерностью нагрева, износом поверхности валков, недостаточной жесткостью валковой системы. Необходимо дополнительно проводить правку в холодном состоянии.
4) закаты. Образуются из-за неравномерности деформации по толщине раската. На поверхности деформация больше чем в центре – для высоких полос, где lд / hср < 0,8. Для предотвращения этого дефекта возможно при увеличении длины бочки валка, увеличения длины заготовки, увеличения обжатия. Обрезь, прокатка в клети с вертикальными валками.
5) разрывы и трещины. Возникают из-за разной температуры нагрева по сечению и наличия газовых пузырей или других неметаллических включений.
2.1 Выбрать тип стана для производства листовой стали размером 2x1200мм объемом 3 млн.т в год и 2x2500 объемом 0,7 млн.т в год.
Для прокатки на одном стане типоразмеров 1200 и 2500 с толщиной стенки 2 мм необходим широкополосвой стан с длиной бочки валка:
Для типоразмера 2500:
Lб = Bл + (100-200) = 2500 + 200 = 2700 = 3000
Для типоразмера 1200:
Lб = Bл + (100-200) = 1200 + 200 = 1400 = 1500
Необходим широкополосовой стан 3000/1200.
2.2(2.4) Выбрать тип стана для производства листовой стали размером 2х1700мм объемом 6 млн. т в год.
Для прокатки на одном стане типоразмера 1700 с толщиной стенки 2 мм необходим широкополосвой стан с длиной бочки валка:
Lб = Bл + (100-200) = 1700 + 200 = 1900 = 2000
Необходим широкополосовой стан 2000
2.3 Выбрать тип стана для производства листовой стали размером 5x2600мм объемом 1 млн. т в год.
Для прокатки на одном стане типоразмера 2600 с толщиной стенки 5 мм необходим толстолистовой стан с длиной бочки валка:
Lб = Bл + (100-200) = 2600 + 200 = 2800 = 3000
Необходим толстолистовой стан 3000.
2.5 Условие минимальных потерь на обрезь при разбивке ширины
Потери на обрезь будут минимальными если отношение вытяжек на первой и второй стадии будет μ1 / μ2 = 0,8 -1 и отношение длины дуги захвата к средней толщине в очаге деформации будетравно lд / hср =1-2.
2.6 Назначение вертикальной клети толстолистового стана.
Назначение вертикальной клети толстолистового стана:
- Контроль ширины сляба перед прокаткой в черновой клети;
- Разрушение и удаление окалины;
- Деформация кромки раската.
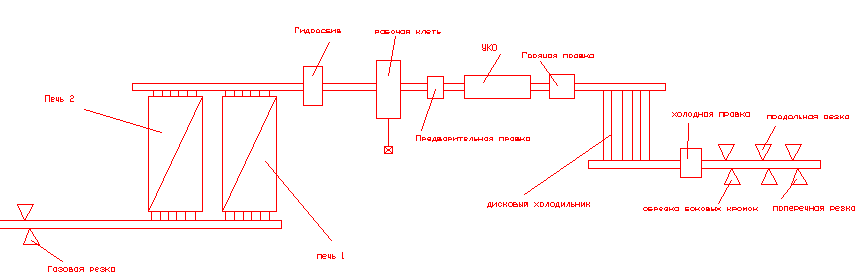
2.7 Состав основного и вспомогательного оборудования толстолистового стана.
Прокатный стан – комплекс агрегатов и машин, предназначенный для осуществления пластической деформации между валками, его последующей обработки и транспортирования.
Основное оборудование обеспечивает пластическую деформацию металла. К основному оборудованию относится оборудование главной линии:
- вертикальная клеть;
- черновая клеть;
- чистовая клеть;
- привод клетей;
- кантователи.
Вспомогательное оборудование служит для выполнения дополнительных технологических операций: транспортировки, нагрева, порезки:
Печь, гидросбив, УКО, рольганги, ножницы для продольной, поперечной порезки и порезки на мерные длины.