

Конструкции фильтров. Фильтр-прессы рамные и камерные.
Фильтр-прессы — одна из наиболее простых и широко применяемых конструкций фильтров, работающих под давлением.
Достоинства фильтр-прессов как периодически действующих фильтров, следующие: возможность в условиях повышенного давления (до 2,0 МПа) относительно быстро проводить процесс разделения труднофильтрующихся суспензий с получением практически чистого фильтрата, а также промытого и отжатого от фильтрата или промывной жидкости осадка; возможность длительной промывки осадка (с любым отношением времени промывки к времени фильтрования); компактность фильтров; большая поверхность фильтрования на единицу занимаемой площади; низкая металлоемкость на единицу фильтрующей поверхности; отсутствие частей, движущихся во время операций фильтрования, промывки или отжима; лучшая приспособляемость к изменяющимся условиям производства по сравнению с фильтрами других конструкций.
К недостаткам неавтоматизированных и немеханизированных фильтр-прессов следует отнести высокую стоимость эксплуатации и большие трудозатраты при разгрузке осадка, возникновение в ряде случаев антисанитарных условий при разделении токсичных, сильно пахнущих химических веществ, некоторую трудность использования в непрерывных процессах.
Для разделения суспензий и получения хорошо промытого и отжатого осадка на фильтр-прессе должен быть выполнен ряд последовательных операций цикла: герметизация фильтра, заполнение его суспензией, фильтрование, отжим осадка, промывка осадка, вторичный отжим (отдувка) осадка, разборка фильтра, выгрузка осадка, регенерация фильтрационных свойств ткани.
В Р.Ф. и за рубежом имеется много конструкций механизированных и автоматизированных фильтр-прессов. Требования современных производств и указанные выше преимущества фильтр-прессов перед другими типами фильтровального оборудования, а также появляющиеся новые удачные конструктивные решения преобразуют фильтр-прессы в современное полностью механизированное и автоматизированное оборудование с компьютерным управлением.
Существующие фильтр-прессы различаются конструкцией плит (рамные и камерные), расположением плит (с вертикальными или горизонтальными плитами), отводом фильтрата и промывной жидкости (с открытым или закрытым отводом), организацией подачи суспензии и отводом фильтрата (фильтры с центральной, верхней или нижней подачей), степенью автоматизации и механизации раздвижки плит и рам, выгрузки осадка, а также наличием устройств, предназначенных для проведения определенных технологических операций (отжим осадка диафрагмой, регенерация фильтрационных свойств ткани и др.).
На рис. 197 приводится схема работы фильтр-прессов закрытого типа.
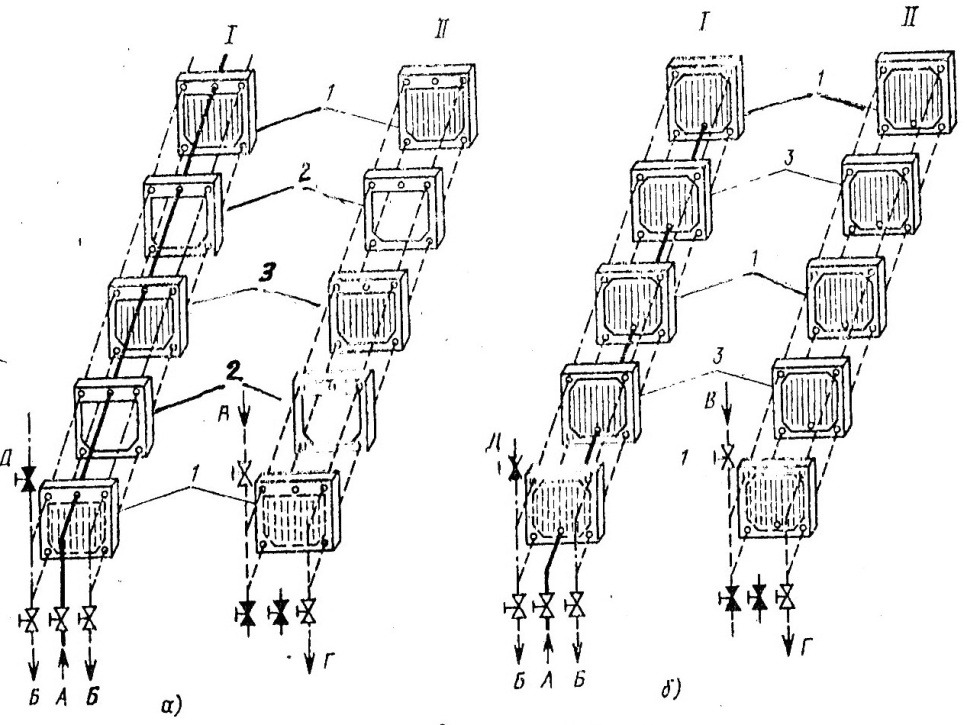
Рис. 197. Схема работы фильтр – прессов закрытого типа:
а – рамного;
б – камерного;
I – фильтрование;
II – промывка;
1 – плита;
2– рама;
3 – плита с каналами для промывной жидкости; А – подача суспензии; Б – отвод фильтрата;
В – подача промывной жидкости; Г – отвод промывного фильтрата; Д – выход воздуха.
Суспензия под давлением подается в рабочие камеры, образованные системой чередующихся рам и плит (рамные фильтры рис 197а или только плит (камерные фильтры) — рис.197 б. В каждом разъеме находится фильтрующая перегородка (ткань), которая покрывает рифленую (дренажную) поверхность плиты и одновременно уплотняет пространство между плитами и рамами. В привалочной поверхности или в специальных приливах плит и рам выполнены отверстия, которые после замыкания фильтр-пресса образуют сплошные каналы, предназначенные для подвода суспензии, промывной жидкости, сжатого воздуха или пара для просушки осадка, для отвода фильтрата и промывного фильтрата.
Цикл работы фильтр-пресса состоит из четырех периодически повторяющихся операций: подачи суспензии и фильтрования до образования осадка требуемой толщины; промывки и просушки осадка; размыкания системы и выгрузки осадка; замыкания системы.
На рис.197 даны схемы фильтр-прессов закрытого типа, из которых фильтрат отводится через общий коллектор, Существуют фильтр-прессы открытого типа, из которых фильтрат отводится из каждой плиты через сливной кран в открытый лоток, что позволяет визуально контролировать работу каждой плиты и отключать плохо работающие плиты.
Фильтр-прессы в химической промышленности применяют для осветления суспензий, разделения труднофильтруемых суспензий с небольшой концентрацией твердой фазы, для разделения суспензий, жидкая фаза которых является раствором, близким к насыщенному, а также суспензий с высокой вязкостью жидкой фазы, требующих подогрева. Применение фильтр-прессов целесообразно в случаях, когда сумма + времени операций выгрузки, замыкания и размыкания [см формулу (6)] составляет небольшую долю времени всего цикла τц. Фильтр-прессы имеют развитую фильтрующую поверхность и надежны в работе, но использование их допустимо только в случаях, когда невозможно использовать другое фильтровальное оборудование. Это объясняется несовершенством выпускаемых конструкций: выгрузка осадка не всегда механизирована и требует использования тяжелого физического труда, иногда при вредных условиях.
Основные размеры и параметры рамных фильтр-прессов регламентированы ГОСТ 833—80, который устанавливает также обозначения, технические требования, комплектность, методы испытаний и т. д. Материал рам и плит: чугун, сталь, сталь с антикоррозионным покрытием, сплавы алюминия и титана, резина, пластмассы (полипропилен и др).
Камера для осадка в камерных фильтр-прессах меньше, чем в рамных, но допустимое давление фильтрования больше, поэтому их применяют для разделения труднофильтруемых суспензий.
 Рамный
фильтр-пресс (конструкция).
Рамный
фильтр-пресс (конструкция).
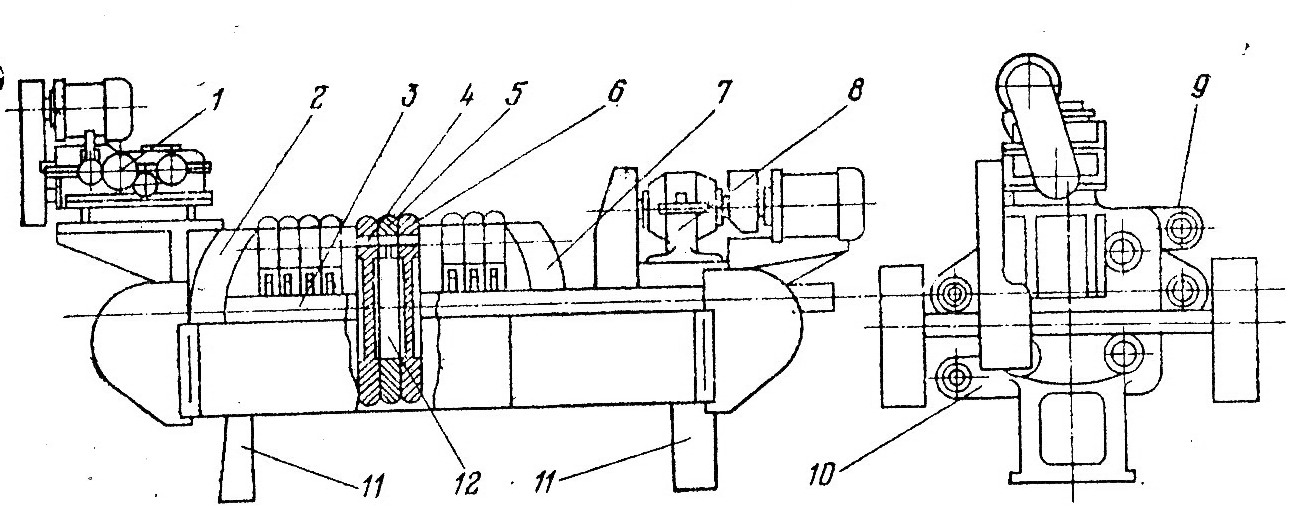
Рис. 198. Рамный фильтр – пресс с механизмом передвижки плит и рам:
1 – механизм привода передвижки плит и рам; 2 – опорная плита; 3 – опорная балка; 4 – канал в плитах и рамах; 5 – рама; 6 – фильтровальная плита; 7 – подвижная плита; 8 – зажимное устройство; 9 – патрубок подачи суспензии; 10 – патрубок отвода фильтрата; 11 – стойка; 12 – фильтровальная камера.
Рамный фильтр-пресс (рис.198) состоит из набора вертикально расположенных жестких плит 6, имеющих углубления или ячейки для дренажа, и полых рам 5, свободно опирающихся боковыми ручками на две параллельные опорные балки 3, закрепленные в опорной плите 2 и стойке 11. Балки имеют обычно круглое или прямоугольное сечение. Привалочные поверхности плит и рам должны быть гладкими, без изъянов. Фильтровальная ткань покрывает обе стороны каждой плиты и является не только фильтрующей перегородкой, но и уплотняющим материалом для привалочных поверхностей.
Для герметизации фильтра набор плит и рам зажимается между опорной 2 и подвижной 7 плитами с помощью винтового, зубчатого или гидравлического зажимного устройства 8. Усилие зажима рам и плит обычно остается постоянным во время всего процесса фильтрования, но может и регулироваться специальным регулятором, соединенным с гидравлическим зажимным устройством, в зависимости от перепада давления, под которым фильтруется суспензия, промывается или продувается осадок. В последнем случае достигается постоянное давление уплотнения у привалочных поверхностей плит и рам, что способствует увеличению срока службы фильтровальных тканей, плит и рам из полимерных материалов.
Суспензия подается в фильтр-пресс через патрубок 9, расположенный на неподвижной опорной плите 2, и канал 4, который образуется сквозными отверстиями в плитах, рамах и фильтровальных тканях при зажиме комплекта плит и рам.
Из канала в фильтровальную камеру суспензия попадает через отверстия 4 (рис.199).
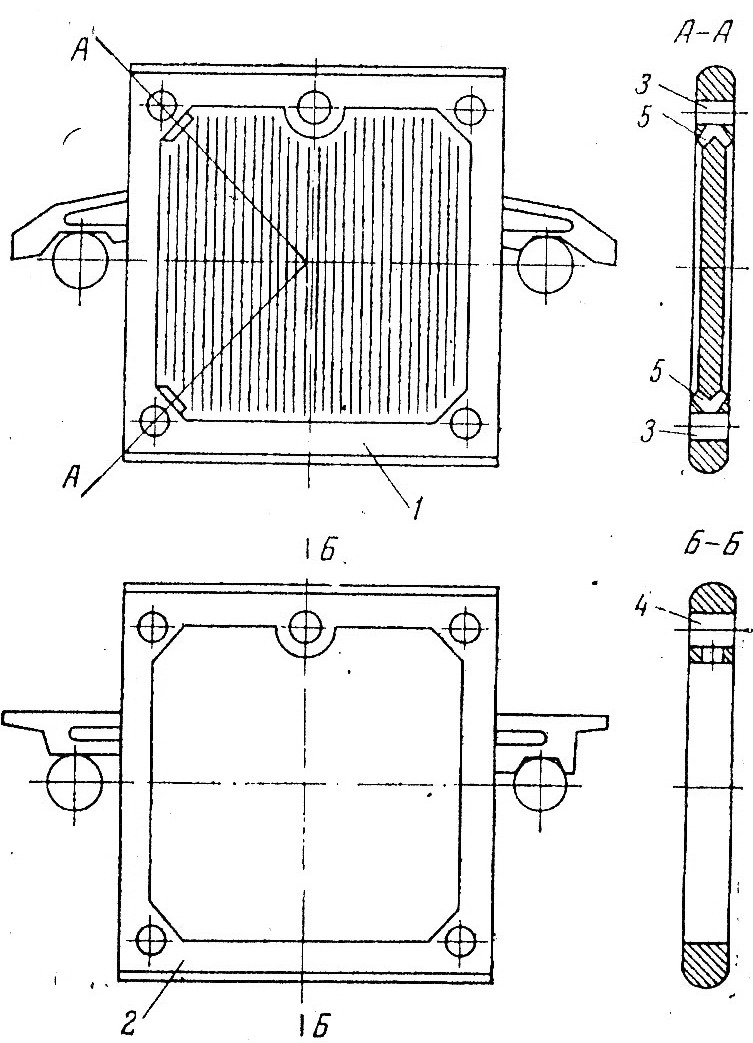
Рис.199. Устройство плит и рам фильтр – пресса закрытого типа:
1 – плита; 2 – рама; 3 – канал в плитах и рамах; 4 – отверстие в раме, соединяющее межрамное пространство с каналом подачи суспензии; 5 – отверстие в плите, соединяющее дренажную поверхность с каналом отвода фильтрата.
Фильтрат, прошедший через фильтровальную ткань и дренажное устройство, отводится с каждой плиты через отверстие 5 в канал 3, образуемый таким же рядом совмещающихся отверстий во всех плитах и рамах, как и на подаче суспензии. Канал проходит по всей длине фильтр-пресса и одним концом соединяется с отводящим патрубком (закрытый отвод фильтрата). Фильтрат может также отводиться в открытый желоб через краны, имеющиеся на каждой плите (открытый отвод фильтрата).
При открытом отводе фильтрата можно проверять работу каждой плиты. Закрытый отвод фильтрата необходим, когда фильтрованию подвергаются токсичные или легколетучие жидкости.
Возможны различные способы подачи суспензии и отвода фильтрата. При подаче суспензии снизу и отводе фильтрата сверху воздух быстро вытесняется и осадок получается максимально однородным; подача суспензии сверху и отвод фильтрата снизу обеспечивают максимальное извлечение фильтрата и минимальную влажность осадка. Последний способ наиболее приемлем для отделения тяжелых частиц, имеющих склонность, закупоривать входные отверстия в нижней части фильтра. Комбинированные (двойные) подача и отвод целесообразны для фильтрующихся с большими скоростями веществ с высокой вязкостью. В некоторых фильтр-прессах имеется возможность переключения подачи сверху на подачу снизу в промежутке между циклами фильтрования или в течение этих циклов.
Сквозные отверстия в плитах и рамах, образующие при сборке фильтр-пресса каналы для подвода суспензии или отвода фильтрата, могут быть выполнены в теле или выступах плит и рам. В первом случае в соответствующих местах фильтровальной ткани, которой покрывается каждая фильтровальная плита, делаются отверстия. Во втором случае каналы уплотняют резиновыми манжетами и тогда отпадает необходимость в отверстиях в фильтровальной ткани.
В процессе разделения суспензий на фильтр-прессе можно выделить три периода: I-собственно фильтрование, II-переходный период, III- уплотнение(отжим, консолидация) осадка (рис.200).
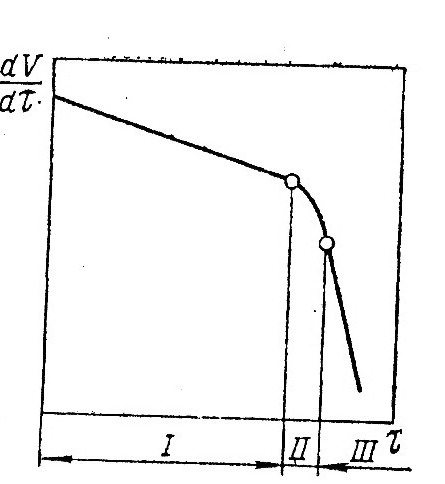
Рис. 200. Скорости фильтрования на рамном фильтр – прессе:
I – период фильтрования; II – переходный период; III – период уплотнения осадка.
В первый период разделение суспензии подчиняется закономерностям фильтрования с образованием осадка на фильтрующей перегородке, причем влажность осадка (его пористость) увеличиваются в направлении от фильтрующей перегородки к границе раздела осадок — суспензия (рис.201а)
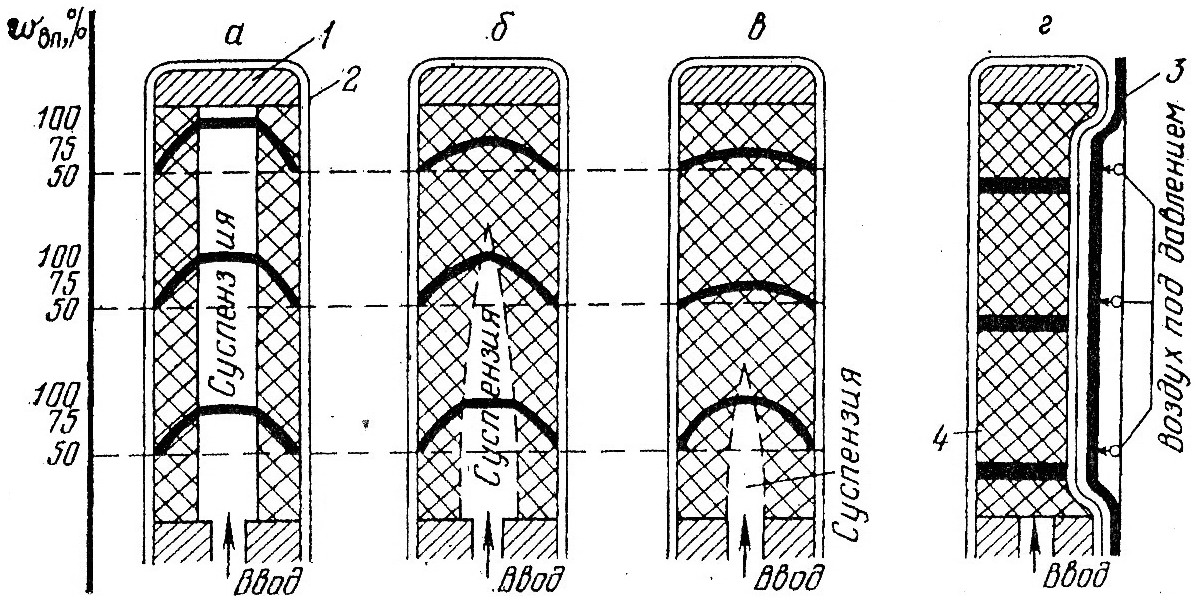
Рис.201. Изменение влажности осадка между двумя соседними поверхностями фильтр – пресса:
а – I период; б – II период; в – III период; г – отжим осадка диафрагмой; 1 – рама; 2 – фильтровальная ткань; 3 – отжимная диафрагма; 4 – осадок.
В этот период статическое давление жидкости уменьшается в направлении от границы «осадок — суспензия» к фильтрующей перегородке, а сжимающее усилие на твердые частицы возрастает.
В момент смыкания в раме фильтр-пресса поверхности осадков с двух противоположных плит наступает второй период, в течение-которого поверхность раздела «осадок — суспензия» (пропорциональная поверхности фильтрования) начинает резко сокращаться, что приводит к заметному уменьшению скорости фильтрования (рис.201 б и рис.200).
В третьем периоде под давлением поступающей в рамное пространство суспензии происходит отжим (консолидация) осадка в раме фильтр-пресса. Влажность осадка начинает выравниваться, хотя и остается неравномерной по сечению рамы в результате различного статического давления жидкости в разных местах камеры. В этот период скорость фильтрования, которая вследствие резкого сокращения поверхности фильтрования и уплотнения осадка невелика, также резко снижается (рис.201в и рис.200). Незначительное снижение влагосодержання в осадке требует длительного времени и сопровождается значительным уменьшением производительности фильтра. Однако этот процесс необходим не только для снижения влажности, но и для получения осадка более равномерной структуры по всему слою, что имеет значение для его лучшей последующей промывки.
Если фильтр-пресс оснащен дожимными диафрагмами (рис.201г), то с их помощью осуществляется пневматический (или гидравлический) дожим осадка, приводящий к уменьшению остаточной влажности осадка и выравниванию концентрации влаги по его сечению.
После промывки осадок продувают воздухом, подаваемым по тем же каналам, что и промывная жидкость. Затем фильтр-пресс разбирают и разгружают. Подвижная плита отводится с помощью механизма зажима, а плиты и рамы передвигают вручную или с помощью механизма перемещения рам и плит. Этот механизм представляет собой бесконечные цепи, движущиеся по направляющим вдоль опорных балок. На цепях укреплены каретки, снабженные захватами, с помощью которых поочередно перемещаются плиты и рамы (рис.202).
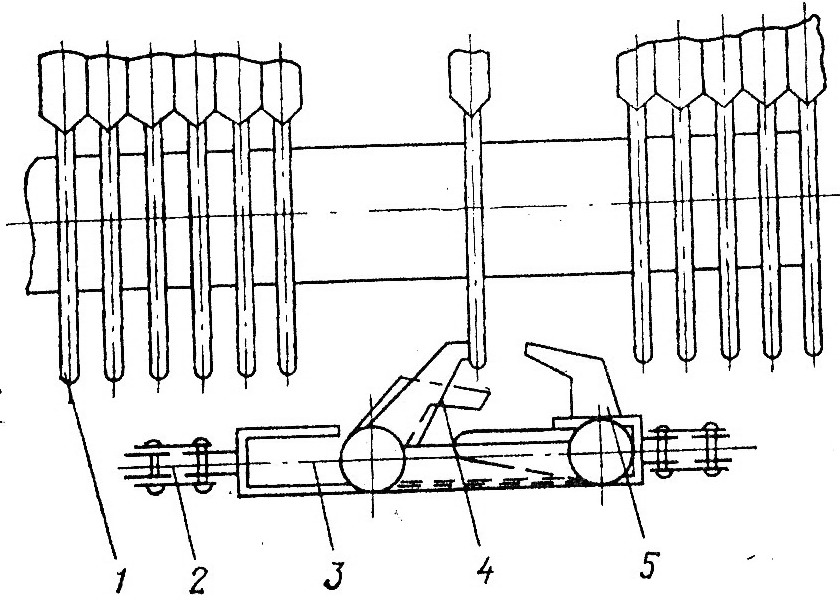
Рис.202. Каретка механизма перемещения плит и рам:
ручки плит и рам;
2- цепь; 3- каретка; 4- упор для захвата плит; 5- упор для остановки цепи при ее обратном движении.
Во время раздвижки плит осадок, в зависимости от его реологических и адгезионных свойств, может выпасть, остаться в раме, налипнуть на фильтровальную ткань или резиновую диафрагму. При ручной раздвижке рам и плит осадок обычно счищают лопатками с каждой фильтрующей плиты (или выбивают из рамы). При механизированной передвижке часто применяют принудительное удаление осадка: встряхиванием фильтровальной ткани, при помощи пульсации ткани или отжимной диафрагмы, наклоном рам и др. В зависимости от свойств осадка один и тот же фильтр-пресс может оказаться частично или полностью разгруженным, либо механизированная разгрузка этого типа фильтра окажется невозможной.
Следует отметить, что правильный подбор синтетических фильтровальных тканей способствует механизированной разгрузке осадка на фильтрах, не имеющих специальных приспособлений для принудительной разгрузки. После разгрузки фильтра его осматривают и подготавливают к следующей операции фильтрования.