

Требования эргономики
Эргономические требования к размещению органов управления и средств отображения информации на пульте оператора — по ГОСТ 22269.
Расположение клавиатуры на УЧПУ должно быть таким, чтобы при работе на ней рука оператора не пересекала поле индикаторов.
Высота цифр в режиме индикации на основном цифровом дисплее УЧПУ должна быть не менее 15 мм (в отдельных случаях при рабочем расстоянии от оператора до цифрового табло менее 1 м, размер цифр допускается 10 мм).
Цифры основного цифрового дисплея УЧПУ при отсутствии электронно-лучевой трубки должны быть светло-зеленого или желтого цвета на черном фоне или черного на светлом фоне. Предпочтение следует отдавать желтому цвету.
Яркость свечения цифрового дисплея должна быть достаточной для считывания информации при разных уровнях освещения в условиях цеха.
Цвет вспомогательных индикаторов (зон) и вспомогательных зон цифровых дисплеев в УЧПУ, по возможности, должен отличаться от цвета основных зон дисплеев.
При применении в УЧПУ дисплеев на электронно-лучевых трубках цифры основных сообщений, длительно наблюдаемых оператором, должны быть не менее 18 мм. вспомогательных — не менее 5 мм по высоте. Цвет цифр основного сообщения должен отличаться от ивета цифр вспомогательного сообщения.
Частота мелькания цифр не должна превышать 5 Гц. При повышении частоты мелькания цифр выше допустимой нормы цифра должна автоматически гаснуть. Рекомендуется обеспечивать возможность ручного регулирования (в определенных пределах) частоты мелькания, при котором проводится гашение.
Частота мигания цифровых индикаторов УЧПУ и частота прерывистого звучания звуковых сигнализаторов должна быть не более 5 Гц.
Требования технологичности
5.6.1 Конструкция УЧПУ должна обеспечивать взаимозаменяемость одноименных ТЭЗ и блоков, входящих в УЧПУ, а также доступ ко всем элементам и сборочным единицам, требующим замены или регулирования в процессе эксплуатации. Замена элемента, ТЭЗ или блока другим такого же типа не должна требовать регулирования в функциональных частях УЧПУ, кроме случаев, определенных инструкцией по эксплуатации.
Периодичность и объем технического обслуживания устанавливают в технических документах на УЧПУ конкретного типа в пределах, предусмотренных коэффициентом технического использования УЧПУ конкретного типа.
Ремонт УЧПУ следует осуществлять путем замены отказавшего узла на исправный, для чего должна быть обеспечена взаимозаменяемость ТЭЗ и комплектование ими ЗИП.
Конструктивные требования. Требования безопасности.
Конструктивные требования
Конструкция УЧПУ и их составных частей должна учитывать эргономические и эстетические требования, предъявляемые к внешнему виду и форме УЧПУ.
Номенклатура эргономических показателей — по РД 50—149 |3|. эстетических — по РД 50—6414].
Степень зашиты, обеспечиваемая оболочкой УЧПУ. устанавливается в технических документах на УЧПУ конкретного типа в зависимости от типа станка и конструктивного исполнения УЧПУ и выбирается по ГОСТ 12.2.009 и ГОСТ 14255.
Степень зашиты со стороны пульта управления должна быть не ниже IP54.
Обозначение степеней защиты, обеспечиваемых оболочками, по ГОСТ 14254.
Основные габаритные и установочные размеры печатных плат, блоков, типовых элементов замены и блочных каркасов следует унифицировать с габаритными размерами встраиваемых в УЧПУ средств вычислительной техники и рекомендуется выбирать по ГОС Т 2X601.2 и ГОСТ 28601.3.
Конструкцию и размеры шкафов УЧПУ рекомендуется устанавливать по ГОСТ 20504.
В УЧ ПУ должна быть предусмотрена защита, исключающая аварийную ситуацию объекта управления при нарушениях работоспособности УЧПУ.
Отказы УЧПУ, приводящие к искажению выходной информации, выдаваемой на управляемые станки, должны своевременно обнаруживаться защитой и приводить к прекращению работы оборудования с УЧПУ.
В УЧПУ должны быть предусмотрены средства обнаружения ошибок в управляющей программе и неправильных действии оператора, обеспечивающие выдачу необходимых сообщений оператору.
В УЧПУ должны быть предусмотрены средства контроля и индикации для определения превышения граничных режимов работы элементов (блоков) УЧПУ. обеспечивающие выдачу необходимых сообщений оператору.
5.7.S Признаки диагностируемых неисправностей и способы их устранения устанавливают в эксплуатационной документации на УЧПУ конкретного типа.
5.7.9 Графические символы, применяемые на пультах управления УЧПУ, — по ГОСТ 24505.
Требования безопасности
Общие положения - по ГОСТ 12.1.003, ГОСТ 12.1.038, ГОСТ 12.2.003, ГОСТ 12.2.007.0, ГОСТ 12.2.009, ГОСТ 12.2.049. ГОСТ 21552, ГОСТ 22789, ГОСТ 274S7*.
Специальные требования по безопасности по каждому виду станков с УЧПУ должны быть оговорены в технических документах на эти станки и в технических документах на УЧПУ для них.
Эксплуатационная документация на УЧ ПУ конкретного типа должна содержать указания по безопасным приемам работы при техническом обслуживании УЧПУ, правила подключения УЧПУ к шине заземления и сети.
Исполнение УЧПУ по способу защиты человека от поражения электрическим током должно выбираться по ГОСТ 12.2.007.0, раздел 2, и устанавливаться в технических документах на УЧПУ конкретного типа, а при исполнении УЧПУ в виде отдельных блоков — для каждого блока.
6.2 Общие требования
УЧПУ должны обеспечивать сигнализацию включенного состояния, режима работы и признака неисправности.
В УЧПУ должен быть предусмотрен вводной выключатель подключения питания УЧПУ.
Октавные уровни звуковой мощности УЧПУ не должны превышать значений, полученных пересчетом октавных уровней звукового давления для постоянных рабочих мест и рабочих зон в производственных помещениях по ГОСТ 12.1.003.
Комплектность и маркировка УЧПУ.
В комплект УЧПУ должны входить:
- собственно УЧПУ (комплект физических блоков и элементов, определяемый техническим документом);
* запасные части и принадлежности, номенклатура и количество которых должны быть установлены в технических документах на УЧПУ конкретного типа;
* комплект монтажных частей (при необходимости), состав которого должен быть указан в технических документах на УЧПУ конкретного типа;
* носители данных ( установочных в УЧПУ ) с занесенным базовым и функциональным программным обеспечением и контрольно-диагностической программой ;
* измерительные преобразователи перемещений, датчики контроля технологических режимов обработки, блоки управления приводами ( по заказу);
* конструкторская документация на предьявительский комплект технологического программного обеспечения при разработке технологического программного обеспечения заказчиком ( по требованию заказчика);
* инструкция по составлению управляющих программ и инструкция по программированию электроавтоматики, включая матобеспечение для ПЭВМ с описанием работы для подготовки программ электроавтоматики и программ управления осей;
- инструкция по эксплуатации УЧПУ ;
- носители данных и технические средства для перезаписи базового и функционального программного обеспечения в запоминающее устройство УЧПУ ( по заказу);
- прибор подготовки внешнего носителя , если носитель нельзя подготовить на ПЭВМ типа 1ВМ ( по требованию заказчика);
- эксплуатационная документация по ГОСТ 2.601 и в соответствии с техническими документами на УЧПУ .
Маркировка и упаковка
К.1 Маркировка УЧПУ должна содержать:
- полное наименование исполнения (шифр) устройства:
* товарный знак или наименование предприятия-изготовителя:
- порядковый номер УЧПУ :
- год изготовления;
- номинальное напряжение, частоту и род тока питающей сети;
- номинальную потребляемую мощность в вольт-амперах;
- обозначение степени зашиты, обеспечиваемой оболочкой УЧПУ .
Способ и место нанесения маркировки следует указывать в технических документах на УЧПУ конкретного типа.
Прямоугольная система координат. Движение по оси Z.
2.1 Ось Z (за исключением случая, указанного в п. 2.5) определяется по отношению к шпинделю главного движения , то есть шпинделя , вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя , вращающего заготовку в станках токарной группы.
2.2. При наличии нескольких шпинделей следует выбрать один из них в качестве основного, предпочтительно перпендикулярный к рабочей поверхности стола, на котором крепится заготовка.
2.3. При неповоротной оси основного шпинделя одну из трех осей стандартной трехкоординатной системы, параллельную оси шпинделя , следует принять за ось Z .
2.4. В тех случаях, когда ось основного шпинделя может быть повернута, следует:
если она может находиться только в одном положении параллельно одной из осей стандартной трехкоординатной системы - эту стандартную ось принимают за ось Z ;
если она может находиться в нескольких положениях, параллельных различным осям стандартной трехкоординатной системы, за ось Z принимают стандартную ось , предпочтительно перпендикулярную к рабочей поверхности стола, на котором крепится заготовка.
2.5. При отсутствии шпинделя в станке ось Z должна быть предпочтительно перпендикулярна к рабочей поверхности стола.
2.6. Движение по оси Z в положительном направлении должно соответствовать направлению отвода инструмента от заготовки.
Прямоугольная система координат. Движение по оси X.
3.1. Ось X должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки.
3.2. На станках с невращающимся инструментом и заготовкой, например, строгальных, ось X должна быть положительна в направлении главного движения и параллельна ему.
3.3. На станках с вращающейся заготовкой, например, токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки.
3.4. На станках с вращающимся, инструментом, например, фрезерных, сверлильных:
при горизонтальной оси Z положительное перемещение X направлено вправо, если смотреть от основного инструментального шпинделя к изделию;
при вертикальной оси Z положительное перемещение по оси X направлено вправо для одностоечных станков, если смотреть от основного инструментального шпинделя на стойку, а для двухстоечных станков, если смотреть от основного инструментального шпинделя на левую стойку.
Прямоугольная система координат. Движение по оси Y.
5.1. Положительное направление движения по оси Y следует выбирать так, чтобы ось Y вместе с осями Z и X образовывала правую прямоугольную систему координат
Прямоугольная система координат. Вращательные движения A,B,C.
5.1. Буквами А, В и С следует обозначать вращательные движения вокруг осей параллельных соответственно X, Y и Z.
5.2. Положительные направления А, В и С должны совпадать с направлением завинчивания винтов с правой резьбой в положительных направлениях осей соответственно X, Y и Z (см. чертеж).
Дополнительные оси прямоугольной системы координат.
7.1. Прямолинейное движение
7.1.1. Если дополнительно к основным (первичным) прямолинейным движениям X, Y и Z имеются вторичные движения параллельно им, их следует обозначать соответственно U, V и W.
Если дополнительно имеются третичные движения , параллельные им, их следует обозначать соответственно Р, Q и R.
Если дополнительно имеются прямолинейные движения , которые не параллельны или могут быть не параллельны X, Y или Z , их следует обозначить по выбору U, V, W, P, Q или R.
Примечание. Для горизонтально-расточного станка движение ползушки радиального суппорта следует обозначать буквами U или Р, если эти буквы не заняты при обозначенном перемещении стола X, так как в этом случае движение резца, хотя и близкое к шпинделю , является наклонным.
7.1.2. Первичные, вторичные и третичные движения рабочих органов станка определяются предпочтительно в соответствии с удаленностью этих органов от основного шпинделя .
Примечания:
а) Для радиально-сверлильного станка движение гильзы шпинделя и траверсы следует обозначать соответственно буквами Z и W.
б) Для токарно-револьверного станка движения резцовых салазок и салазок револьверной головки, расположенных дальше от шпинделя , следует обозначать соответственно буквами Z и W.
в) Для станков с двумя функционально одинаковыми рабочими органами, управляемыми от двух независимых двухкоординатных устройств ЧПУ (например, для токарных станков с функционально одинаковыми двумя шпинделями и суппортами) оси координат для обоих одинаково работающих органов (например, суппортов) следует обозначать одинаково - буквами Z и X.
7.2. Вращательное движение
Если дополнительно к первичным вращательным движениям имеются вторичные вращательные движения , параллельные или непараллельные А, В и С, их следует обозначать D и Е.
7.3. Примеры обозначений основных и дополнительных осей координат и положительных направлений движений в металлорежущих станках с ЧПУ приведены в справочном приложении к настоящему стандарту.
Системы координат станков токарной и расточной группы.



Системы координат станков токарной и расточной группы.
Системы координат станков фрезерной и строгальной группы.


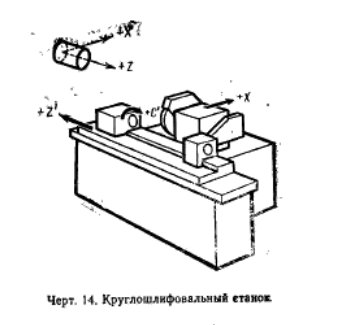
Системы координат шлифовальных и заточных станков.
Внешние связи со станком .
Требования предъявляемые к группам внешних связей.
Сигналы обмена между станком и УЧПУ.
Сигналы обмена между УЧПУ и станком.
Символы на пультах управления .
Архитектура систем управления типа PCNC.
Архитектура систем управления типа PCNC-2.
Архитектура систем управления типа PCNC-3.
Архитектура систем управления типа PCNC-4.
Система ЧПУ с объектно-ориентированным интерфейсом.
Системы SCADA.
Модульная архитектура системы ЧПУ типа PCNC.
Интерполяция. Виды интерполяции.
Алгоритм интерполяции по методу оценочной функции.
Алгоритм интерполяции по методу прогнозов и оценок.
Алгоритм интерполяции по таблично аналитическому методу.
Интерполятор. Структурная схема интерполятора.
Схема работы интерполятора.
Гибкие производственные системы.
Гибкий производственный модуль.
Гибкие автоматические линии.
Промышленные роботы.
Системы координат роботов.
Кинематические схемы роботов.
Режим программирования роботов Play back.
Режим программирования роботов Tech in.
Структура программы робота.
Интерполяция роботов.
Многозначность роботов.