

4.2.5 Внутренний объем
Значимым фактором является под пространство столешницей (рис. 4.11). При этом расстояние от сиденья до нижнего края рабочей поверхности должно составлять не менее 150 мм, а высота пространства для ног не менее 600 мм [4.1].
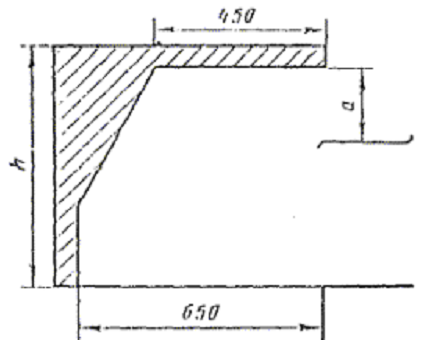
а - расстояние от сиденья до нижнего края рабочей поверхности;
h - высота пространства для ног
Рисунок 4.11 − Пространство под столешницей
Также необходимо учесть, что пространства под креслом и столом должно быть достаточно, чтобы было удобно сгибать и разгибать колени.
4.2.6 Рабочая поза пользователя пэвм
Большое значение также придается правильной рабочей позе пользователя. При неудобной рабочей позе могут появиться боли в мышцах, суставах и сухожилиях. Требования к рабочей позе пользователя ПЭВМ следующие [4.2]:
голова не должна быть наклонена более чем на 20 (рис. 4.12);
плечи должны быть расслаблены;
локти - под углом 80 - 100;
предплечья и кисти рук - в горизонтальном положении.
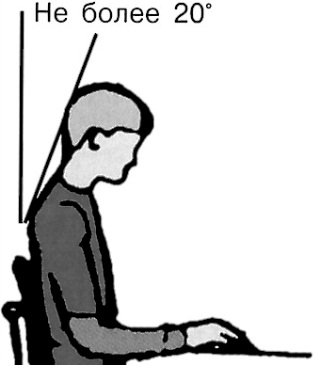
Рисунок 4.12 − Схема рабочей позы пользователя
Причина неправильной позы пользователей обусловлена следующими факторами: нет хорошей подставки для документов, клавиатура находится слишком высоко, а документы - низко, некуда положить руки и кисти, недостаточно пространства для ног.
В целях преодоления указанных недостатков даются общие рекомендации: лучше передвижная клавиатура; должны быть предусмотрены специальные приспособления для регулирования высоты стола, клавиатуры и экрана, а также подставка для рук (рис. 4.13) [4.4].
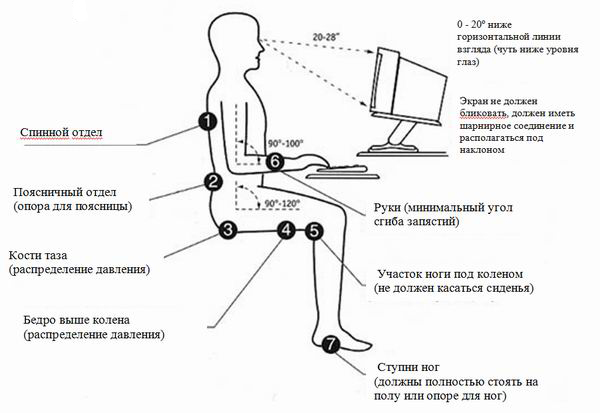
Рисунок 4.13 − Общая схема рационального расположения туловища пользователя
4.3 Экологическая оценка и переработка узлов компьютерной техники содержащих платину
Платина имеет бело-серую окраску, схожую по цвету со сталью и практически нерастворима ни в воде, ни в кислотах, за исключением горячей царской водки. Наряду с палладием и иридием она имеет очень низкую тепло- и электропроводность, низкую удельную теплоёмкость. Платина в чистом виде очень мягка, поэтому её легируют иридием, родием и другими металлами.
Стабильность электрических, термоэлектрических и механических свойств, а также высочайшая коррозионная и термическая стойкость сделали этот металл незаменимым для современной электротехники, автоматики и телемеханики, радиотехники и точного приборостроения.
4.3.1 Извлечение платины из отработанных катализаторов
В процессе использования происходит снижение эффективности платиновых катализаторов, что связано с отложением на катализаторе осадков, образующихся в результате протекания вторичных реакций, либо с действием каталитических ядов, содержащихся в исходном сырье. Таким образом, возникает необходимость выделения платины из отработанных катализаторов. Для этого обычно используют методы хлорирования или выщелачивания [4.6].
При использовании метода хлорирования отработанный катализатор обжигают на воздухе при температурах до 870 °С и обрабатывают при той же температуре хлорирующим агентом, таким как хлорид алюминия, четыреххлористый кремний, карбонил хлорид и т. п. Образующиеся соединения платины абсорбируют водой и из полученного раствора выделяют платину путем восстановления алюминием, цинком и т. п.
Метод выщелачивания может быть основан на использовании как кислых, так и щелочных растворов. При использовании кислоты отработанный катализатор также обжигают при температуре от 800°С для удаления органических веществ, а затем в течение нескольких часов выщелачивают
20 - 60 % раствором серной кислоты или 20 - 50 % раствором соляной кислоты при 100 -140 °С. Часто эту реакцию проводят при повышенных давлениях — до 5,0 МПа. Из полученного шлама выделяют платину.
Существует также технология получения платинового концентрата, которая включает растворение оксида алюминия в расплавленном криолите с использованием в качестве коллектора платины или алюминия (рис. 4.14).

В
ванну с расплавленным алюминием
направляют криолит и при температуре
970-980°С вводят отработанный катализатор
АП-56. При этом платина экстрагируется
алюминием, а криолит постепенно насыщается
по глинозему. В процессе многократного
использования происходит насыщение
алюминия по платине. По мере увеличения
содержания
 в криолите он обновляется. Полученный
алюмоплатиновый сплав гранулируют,
сливая в воду (при этом размер гранул
составляет 2 - 4 мм). Затем направляют на
выщелачивание алюминия в водный 10-15 %
раствор серной кислоты при температуре
100°С и перемешивании 3-5 часов. После
отстаивания и фильтрации пульпы промывки,
сушки и прокаливания получают концентрат,
содержащий в себе до 90 % платины [4.7].
в криолите он обновляется. Полученный
алюмоплатиновый сплав гранулируют,
сливая в воду (при этом размер гранул
составляет 2 - 4 мм). Затем направляют на
выщелачивание алюминия в водный 10-15 %
раствор серной кислоты при температуре
100°С и перемешивании 3-5 часов. После
отстаивания и фильтрации пульпы промывки,
сушки и прокаливания получают концентрат,
содержащий в себе до 90 % платины [4.7].